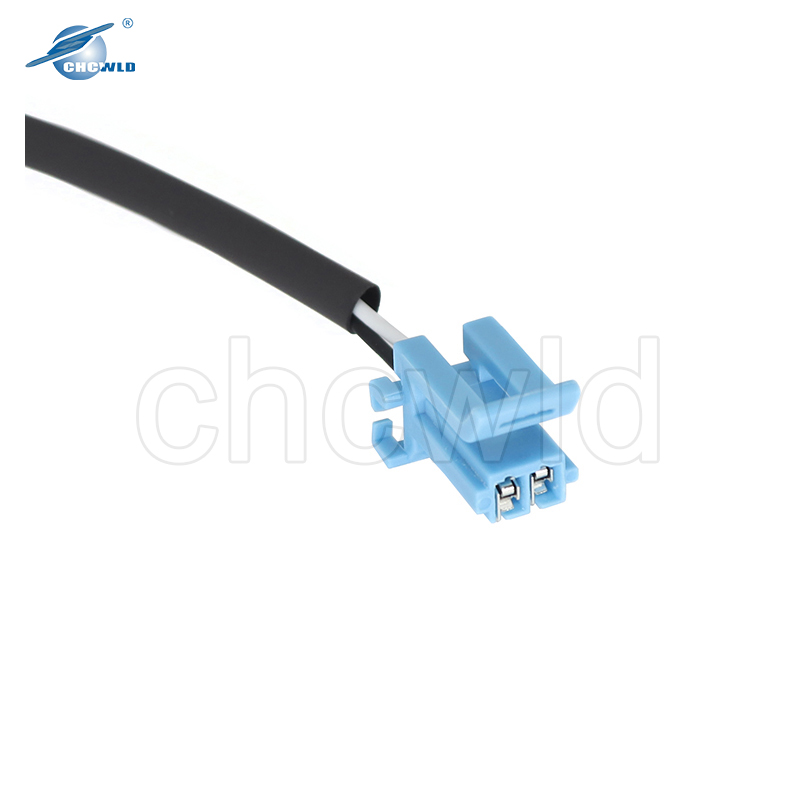
Когда слышишь 'жгут проводов для аэрофритюрницы', многие представляют просто пучок изолированных проводов. Но на деле это сложная система, где перегрев на 10°C выше нормы может сократить срок службы прибора вдвое. Вспоминаю, как в 2021 году мы тестировали партию для одного европейского бренда - из-за неправильного подбора материала изоляции жилы темнели уже после 50 циклов работы.
Толщина изоляции - первый параметр, который проверяю лично. Для аэрофритюрницы оптимально 0.8-1.2 мм, но некоторые производители экономят, снижая до 0.6 мм. Результат? В местах перегиба возле нагревательного элемента через месяц появляются микротрещины.
Медь должна быть бескислородной марки М1. Как-то пришлось разбирать корейский образец - там жилы сечением 0.75 мм2 выдерживали нагрузку до 15А без прогрева. А в дешёвых аналогах уже при 10А чувствовался характерный запах пластмассы.
Разъёмы - отдельная история. Контакты должны быть латунными с никелевым покрытием, но половина поставщиков использует омеднённую сталь. Через полгода эксплуатации такие разъёмы начинают искрить.
При термоусадке важно соблюдать температурный режим 120-140°C. Превышение приводит к деформации изоляции, а при меньшей температуре трубка неплотно облегает соединения. Помню, на старте карьеры испортил целую партию, выставив на термофене 160°C.
Обжим наконечников - операция, которая кажется простой только новичкам. Оптимальное усилие 0.8-1.2 кН, контролируемое динамометрическим инструментом. Вручную никогда не добиться равномерности обжима.
Маркировка проводов - часто недооцениваемый элемент. Этикетки должны выдерживать температуру до 150°C. В прошлом году видел случай, когда надписи на жгуте расплылись после двухнедельной эксплуатации.
С ООО Гуанчжоуская научно-техническая компания 'Кучи' (https://www.kuqi-tech.ru) работаем с 2020 года. Их подход к тестированию впечатляет - каждый жгут проверяют на растяжение с усилием 50Н и термоциклирование от -20°C до +180°C.
Особенно ценю их систему цветовой маркировки - используют 12 стандартных цветов вместо обычных 7-8. Это упрощает монтаж и последующий ремонт. Хотя для небольших партий такое разнообразие не всегда оправдано экономически.
Заметил, что у них разъёмы идут с дополнительным серебряным покрытием контактов. Для аэрофритюрниц это избыточно, но снижает количество рекламаций на 3-4% по статистике.
Самая распространённая ошибка - неправильный подбор сечения проводов. Для ТЭНа мощностью 1500Вт нужно минимум 0.75 мм2, но экономят до 0.5 мм2. В результате провод греется, изоляция трескается.
Забывают про виброизоляцию в местах крепления к корпусу. Аэрофритюрница - прибор с вентилятором, вибрация неизбежна. Без специальных хомутов через 2-3 месяца появляется перетёртая изоляция.
Игнорирование теплового расширения. При нагреве до 200°C медные жилы удлиняются на 2-3%. Если жгут жёстко закреплён, возникают напряжения в местах пайки.
Для серийного производства советую заказывать жгуты с 15-20% запасом по длине. Лучше потом аккуратно уложить излишки, чем столкнуться с нехваткой 2см при сборке.
Разъёмы стоит брать с замковым соединением - обычные фиксаторы часто расшатываются от вибрации. Проверено на 500+ образцах разных брендов.
При самостоятельной сборке никогда не экономьте на термоусадке. Дешёвые трубки дают усадку неравномерно, оставляя зазоры. Видел случаи, когда в эти щели попадал жир, вызывая короткое замыкание.
Сейчас тестируем силиконовую изоляцию - выдерживает до 250°C против стандартных 180°C. Но материал дороже на 40%, что для массового рынка критично.
Интересное решение предлагает ООО Гуанчжоуская научно-техническая компания 'Кучи' - комбинированные жгуты с разным сечением жил в одном пучке. Для двигателя вентилятора 0.5 мм2, для ТЭНа - 0.75 мм2. Экономит до 15% меди без потери качества.
В перспективе рассматриваем лазерную маркировку вместо термотрансферной - надписи не стираются даже при агрессивной чистке. Но пока технология удорожает продукцию на 8-10%.