Если брать конкретно коммутаторные жгуты - многие до сих пор путают термоусадку с изолентой ПВХ, а ведь при температурных перепадах в цеху это сразу вылазит боком. На нашем производстве в ООО Гуанчжоуская научно-техническая компания ?Кучи? через это прошли, когда в 2019 году пришлось переделывать партию для нефтяного щита управления - контакты отходили именно из-за разницы коэффициентов расширения материалов.
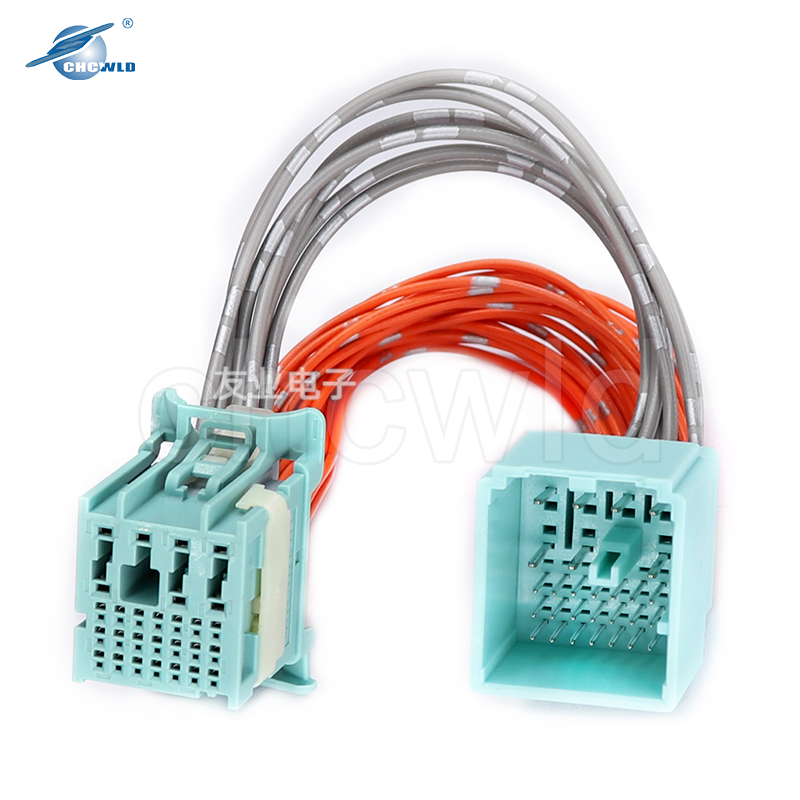
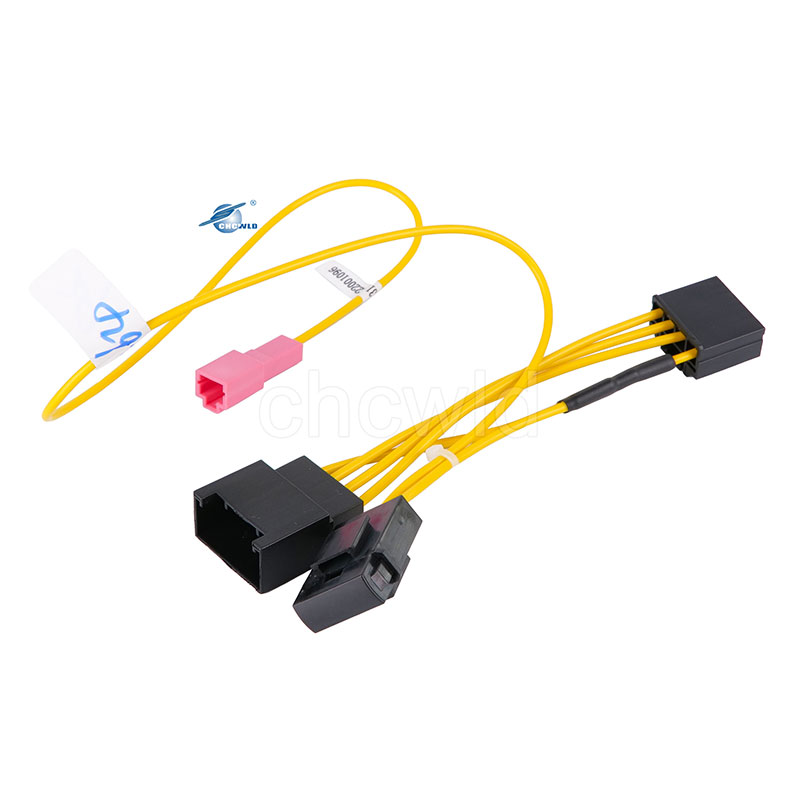
Вот смотрите: берем штатный жгут проводов коммутатора для панели управления прокатного стана. По ТУ отклонение по длине ветки ±2 мм кажется мелочью, но когда собираешь тридцать разъемов в один пучок - набегает сантиметров пятнадцать. Это либо натяжение, либо петля, которая цепляется при обслуживании.
Как раз для таких случаев мы на kuqi-tech.ru ввели двойной контроль раскроя. Первый оператор режет по лекалу, второй - проверяет шаблоном с фиксаторами. Да, трудозатраты выросли на 18%, зато возвратов из-за обрывов жил не стало вообще.
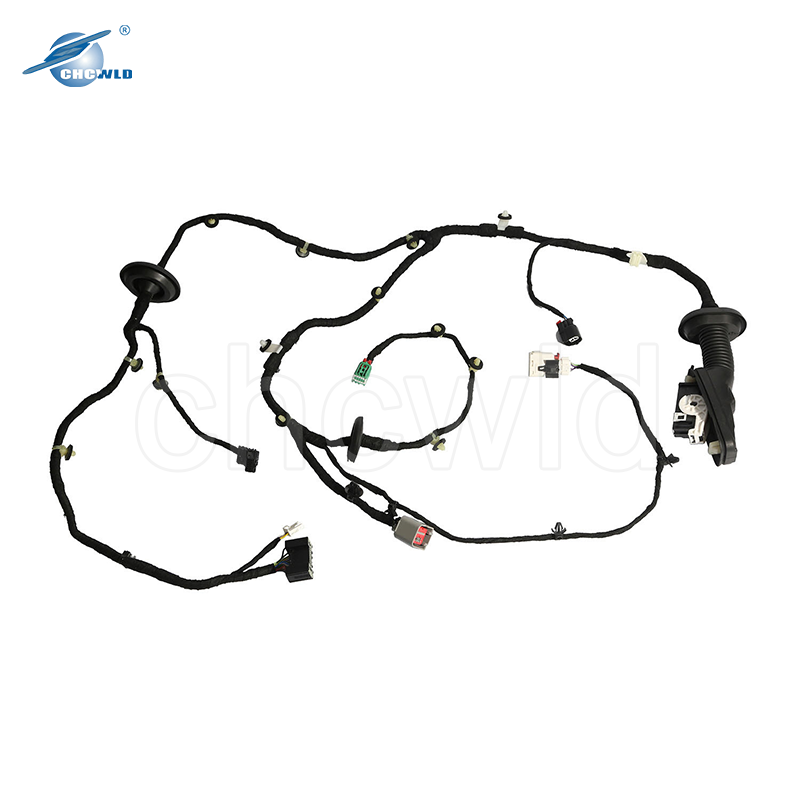
Кстати про обрывы - часто виню не столько монтажников, сколько конструкторов. Когда проектируют жгут без запаса на вибрацию, получается как с тем заказом от завода лифтового оборудования: через полгода эксплуатации клеммы коммутатора начали сыпаться из-за постоянных микроизгибов.
Медь марки М1 и М2 вроде бы по характеристикам близки, но при коммутации силовых цепей разница в 3% проводимости дает перегрев на 12-15 градусов. Проверяли на тепловизоре при сборке щитов для ветропарков - при постоянной нагрузке от 160А это уже критично.
Изоляция - отдельная тема. Фторопласт против ПВХ - спор вечный, но для заводских условий с агрессивными средами только фторопласт. Хотя себестоимость выше в 2.3 раза, зато нет внеплановых остановок на замену проводки.
В прошлом месяце как раз принимали партию клеммных колодок - поставщик попытался подсунуть сплав с пониженным содержанием латуни. Поймали на тесте на усилие затяжки: после пятого цикла винт начинал проворачиваться. Вернули всю партию, хотя сроки были горят.
Роботизированная укладка жгутов - конечно, красиво. Но когда речь идет о нестандартных коммутатора с ответвлениями под углом 45 градусов - тут уже только руки. Пытались адаптировать японский автомат, но для мелкосерийного производства это вышло дороже ручной сборки на 40%.
Зато для типовых решений на сайте kuqi-tech.ru мы как раз запустили полуавтоматическую линию. Особенно выручает при пакетных заказах - те же щиты управления для котельных, где 70% жгутов унифицированы.
Важный нюанс: при автоматической обвязке нейлоновыми стяжками всегда оставляем люфт в 5-7 мм. Раньше делали внатяг - при транспортировке зимой стяжки лопались из-за хладноломкости.
Мегомметр - инструмент богов, но им еще надо уметь пользоваться. Замеряем изоляцию не только при сборке, но и после упаковки - бывало, что при формировании жгута в бухту жила перетиралась об фиксатор.
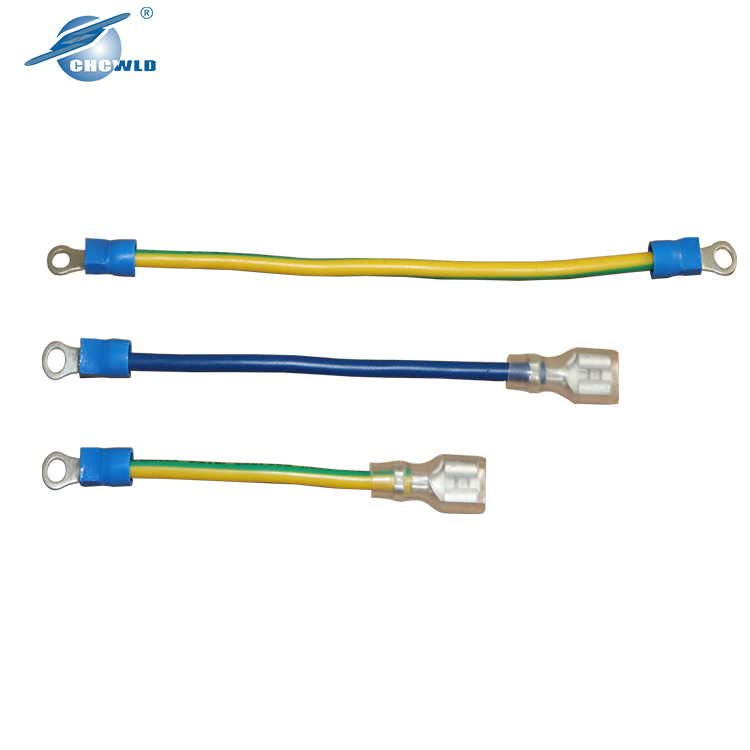
Самый ценный тест - на растяжение ответвлений. Разработали свой метод: тянем с усилием 50Н в течение минуты, потом проверяем не появился ли люфт в обжиме. Благодаря этому снизили процент брака с 0.8% до 0.15%.
Кстати, о браке - последнюю партию для тяговых подстанций пришлось браковать из-за неправильной маркировки. Поставщик кабеля перепутал партии, и вместо черной изоляции пришел синий. Пришлось срочно искать замену, благо на складе ООО ?Кучи? всегда есть резервные километры.
Жгуты диаметром свыше 80 мм нельзя скручивать в бухты - это знают все. А вот то, что при длине свыше 15 метров нужны минимум три точки фиксации при транспортировке - уже редко кто учитывает. Научились дорого, когда привезли жгут для буровой установки с деформированной внешней оплеткой.
Влажность на складе держим 45-50% - это идеал для сохранения эластичности изоляции. Отклонение всего на 10% либо высушивает пластикатор, либо приводит к конденсату внутри оплетки.
Сейчас как раз ведем переговоры по поставке проводов для модернизации компрессорных станций - специально разработали схему фасовки в вакуумные пакеты с силикагелем. Особенно актуально для морских перевозок.
Переходим на бессвинцовые покрытия контактов - директива RoHS 3 уже на пороге. Проблема в том, что оловянные покрытия хуже держат многократное подключение. Тестируем сплав олово-висмут-серебро, пока результаты обнадеживающие.
Цифровизация тоже не стоит на месте: начинаем внедрять QR-маркировку каждой ветки жгута. Сканнер выдает всю историю - от партии меди до фамилии сборщика. Для сервисников это золото, особенно при поиске обрыва в сложных системах.
Кстати, на https://www.kuqi-tech.ru недавно выложили обновленную техническую библиотеку - там как раз есть схемы типовых решений для коммутаторных жгутов. Многие конструкторы уже пользуются, экономят недели на проектировании.