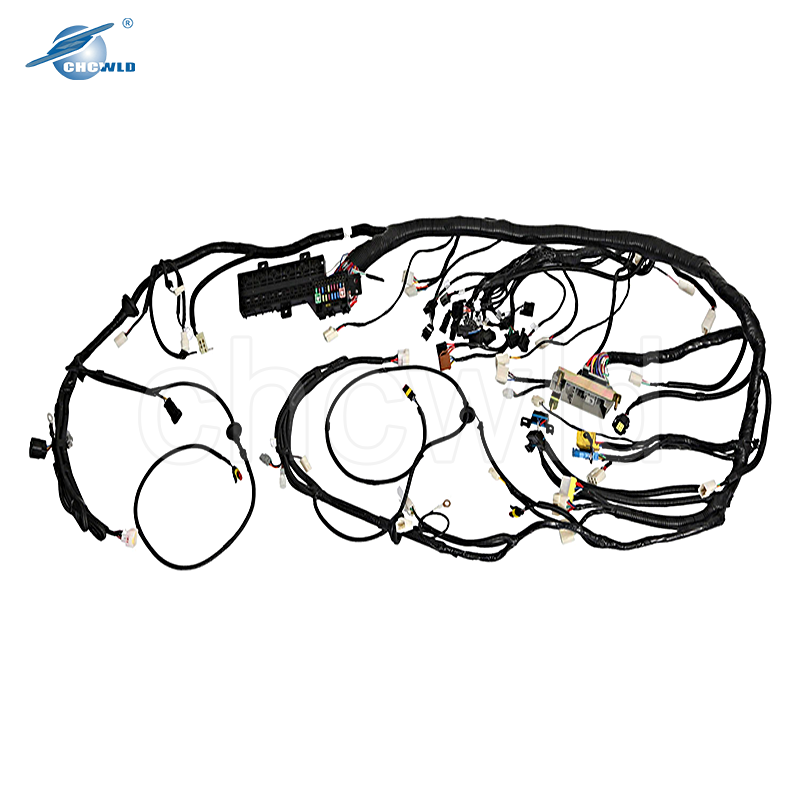
Когда речь заходит о жгутах проводов для систем управления двигателем, многие сразу думают о простом наборе проводов в термоусадке. На деле же это сложная система, где каждый контакт влияет на работу всего узла. Вспоминаю, как на одном из заводов пытались сэкономить на разъемах - в итоге пришлось перебирать всю проводку после первых же вибрационных испытаний.
Материал изоляции - это первое, на что смотрю при оценке жгута. Особенно для моторного отсека, где температуры могут достигать 150°C. Обычный ПВХ здесь не подойдет - только специальные составы вроде сшитого полиэтилена или фторполимеров. Как-то пришлось заменять партию жгутов из-за того, что изоляция начала трескаться уже через 200 моточасов.
Сечение проводов многие берут 'с запасом', но это не всегда оправдано. Для датчиков положения дроссельной заслонки достаточно 0.35 мм2, а для цепи стартера уже нужно 16 мм2. Расчет должен быть точным - лишний вес мешает, недостаточное сечение греется.
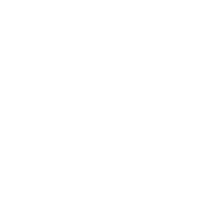
Разъемы - отдельная история. Доверяю только проверенным производителям вроде TE Connectivity или Amphenol. Китайские аналоги могут не выдержать вибрации, особенно в дизельных двигателях. Помню случай с контактами, которые окислились после попадания антифриза - пришлось менять всю сборку.
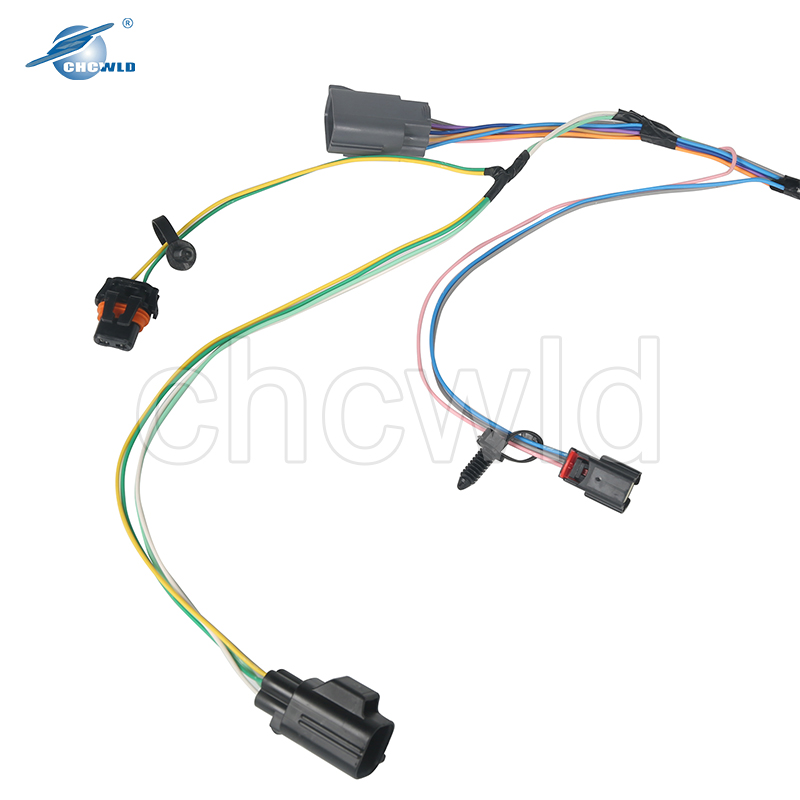
При обжиме контактов важно соблюдать усилие - слишком слабый обжим приведет к потере контакта, слишком сильный повредит жилы. Использую калиброванные клещи с контролем момента. На производстве ООО 'Гуанчжоуская научно-техническая компания ?Кучи?' видел японские пресс-клещи JST - дорого, но надежно.
Экранирование - обязательный этап для CAN-шин. Здесь нельзя экономить на оплетке - ее плотность должна быть не менее 85%. Как-то пробовали использовать алюминиевую фольгу вместо медной оплетки - помехи от системы зажигания полностью нарушали работу датчиков.
Термоусадку применяю разную: для общего покрытия жгута - тонкостенную, для мест повышенного нагрева - толстостенную с клеевым слоем. Особое внимание - местам прохода через перегородки, там обязательно двойной слой усадки.
Каждый собранный жгут проверяю на стенде - не только на целостность цепи, но и на сопротивление изоляции. Минимальное значение - 100 МОм при 500 В. Для высоковольтных систем (например, в гибридных автомобилях) требования еще строже.
Вибрационные испытания проводим по автомобильным стандартам. Интересный случай был с креплением жгута к кронштейну - резонансная частота совпала с оборотами двигателя, пришлось переделывать всю трассировку.
Термоциклирование от -40°C до +125°C - обязательный тест. После 1000 циклов проверяю состояние изоляции и разъемов. Как-то обнаружил микротрещины в пластике разъема - оказалась партия с нарушением технологии литья.
Самая частая ошибка - неправильный выбор длины проводов. Слишком короткие натягиваются при вибрации, слишком длинные болтаются и могут задеть подвижные части. Оптимально оставлять запас 10-15% от номинальной длины.
Забывают про радиусы изгиба - для многожильных проводов он должен быть не менее 5 наружных диаметров. Иначе жилы начинают ломаться, особенно при низких температурах.
Размещение жгута рядом с источниками тепла - частая проблема. Даже при термостойкой изоляции постоянный нагрев сокращает срок службы. Приходится либо переносить трассу, либо добавлять теплоотражающие экраны.
Для дизельных двигателей важна защита от вибрации - применяю дополнительные крепления через каждые 150 мм. Разъемы обязательно с фиксаторами от самопроизвольного расстегивания.
В гибридных системах добавляются высоковольтные цепи - здесь особые требования к изоляции и маркировке. Использую оранжевые провода с двойной изоляцией, раздельные каналы прокладки.
Для спортивных двигателей важна масса - применяю провода с тонкой но прочной изоляцией, алюминиевые разъемы. Но здесь приходится идти на компромисс между надежностью и весом.
При установке жгута в моторный отсек сначала фиксирую центральный разъем, затем развожу ответвления. Так проще избежать перекручивания и натяжения.
Защитные гофры использую только в местах реальной опасности - около ремней ГРМ, цепей привода. Лишняя гофра только ухудшает теплоотвод и усложняет диагностику.
Маркировку делаю несмываемой краской на каждом ответвлении - экономит время при поиске неисправностей. Особенно важно для жгутов с большим количеством проводов.
Современные тенденции - переход на беспаечные соединения, использование волоконной оптики для передачи данных. Но традиционные медные провода еще долго будут актуальны для силовых цепей.
Интересное решение вижу в жгутах с активным охлаждением - для электромобилей, где тепловыделение concentrated в ограниченном пространстве.
Автоматизация сборки постепенно вытесняет ручной труд, но для мелкосерийного производства ручная сборка пока остается более гибким вариантом. Особенно когда речь идет о прототипах или специальных применениях.