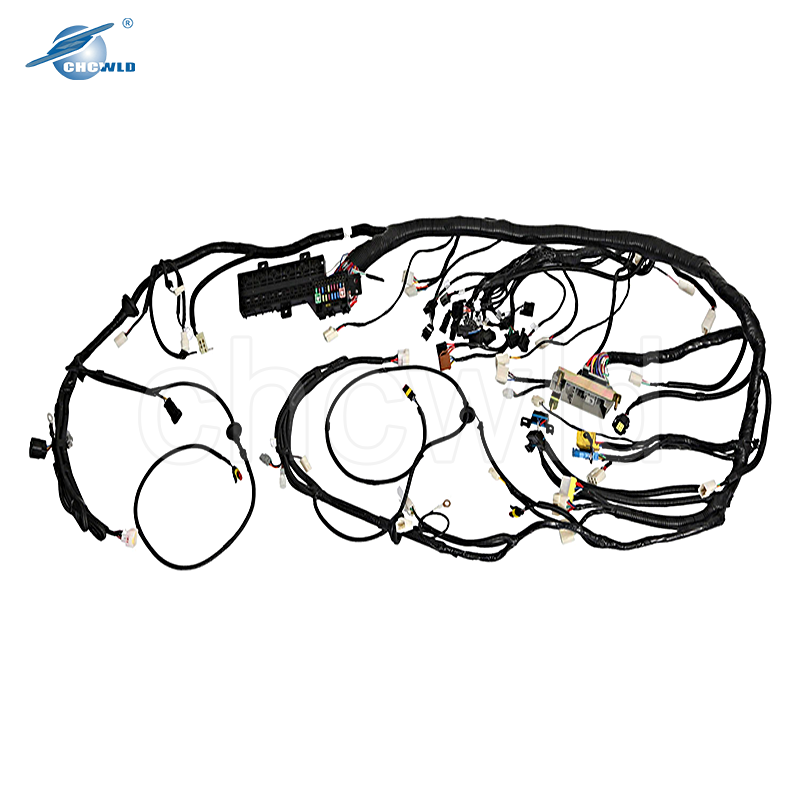
Когда слышишь 'жгут проводов форсунок завод', половина монтажников представляет просто пучок проводов с разъёмами. А ведь это система, где перепутанные контакты грозят заливом цилиндров или интерференцией сигналов. На том же КамАЗе бывало - сборщики жаловались на плавающие ошибки по форсункам, а причина оказывалась в микротрещинах изоляции возле фиксаторов.
Вот смотрите: для Common Rail берём провод сечением 0,75 мм2, но если форсунка с подогревом - уже 1,5 мм2. Термостойкость изоляции должна держать до 180°C в подкапотном пространстве, при этом сохраняя гибкость при -40°. Мы в Кучи тестируем образцы в климатической камере с циклическим изгибом - имитация вибрации двигателя.
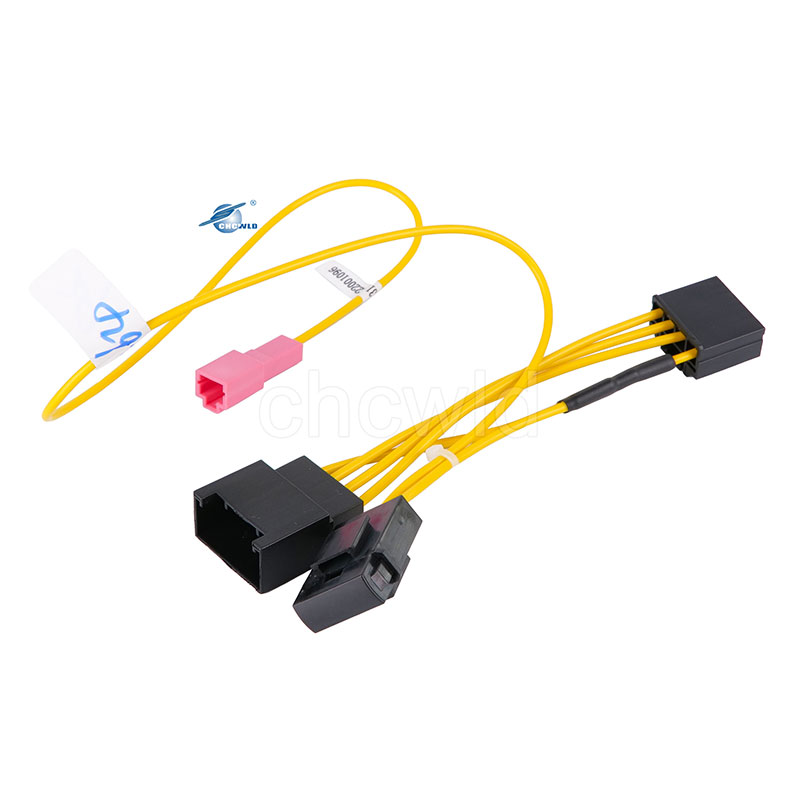
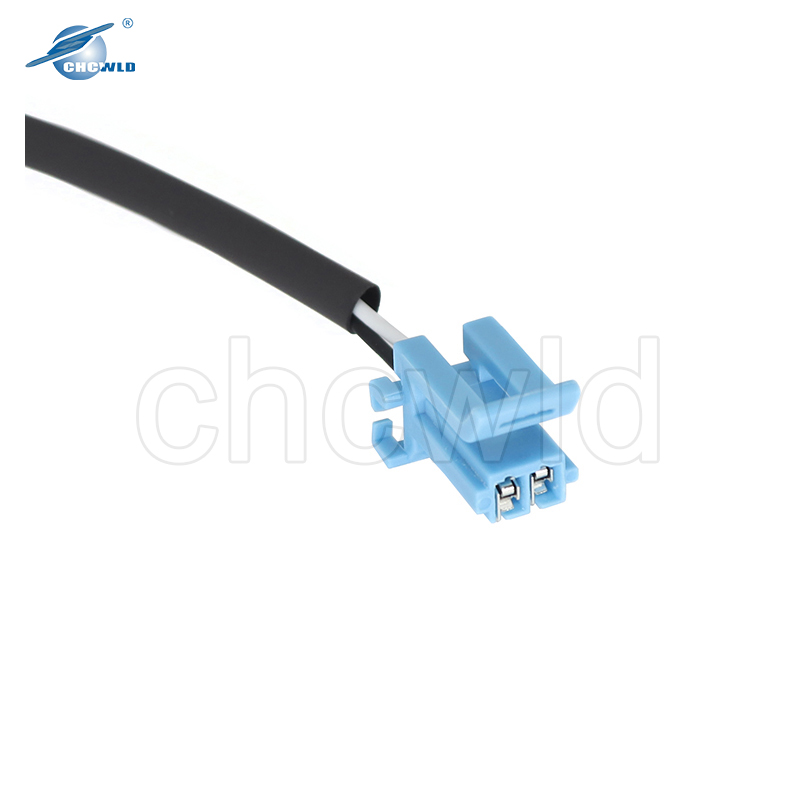
Разъёмы DT04-4P или Metri-Pack 280 серии - это стандарт, но некоторые производители экономят на уплотнительных манжетах. Помню случай на тестовом стенде: конденсат в разъёмах вызывал коррозию контактов, пришлось перекладывать весь жгут с дополнительной герметизацией.
Крепления через каждые 150 мм - не прихоть, а необходимость. На грузовиках MAN TGS вибрация выламывала крепёжные клипсы, когда шаг увеличили до 250 мм. Пришлось переделывать конструкцию кронштейнов.
На нашем производстве в Гуанчжоу автоматическая резка и зачистка проводов даёт погрешность ±0,3 мм, но при сборке жгута форсунок важнее ручная укладка. Робот не чувствует натяжения, когда провод огибает кронштейн топливной рампы.
Обжим контактов - отдельная история. Используем пресс-формы с датчиком усилия 4,5 кН, но для медных жил с оловянным покрытием усилие приходится корректировать. Как-то партия жгутов ушла с завода с недожатыми контактами - в полевых условиях разъёмы прогревались до 90°C.
Термоусадка с клеевым слоем - обязательно для участков near выпускного коллектора. Хотя некоторые техники до сих пор пытаются заменить её изолентой, что приводит к оплавлению изоляции через 15-20 тысяч км пробега.
При диагностике меряем не только сопротивление изоляции (должно быть >100 МОм при 500 В), но и ёмкостную связь между цепями. На дизельных двигателях с ШИМ-управлением наводки могут создавать помехи для датчиков положения коленвала.
Частая ошибка - когда жгут форсунок прокладывают параллельно высоковольтным проводам зажигания в бензиновых моторах. ЭБУ получает искажённые импульсы и уходит в аварийный режим. Правильно - разносить трассы минимум на 80 мм.
Проверяйте переходное сопротивление в разъёмах после 100 циклов 'включил-выключил'. У нас был рекламационный случай - контакты разъёма окислялись после мойки двигателя под давлением. Оказалось - брак уплотнителя поставщика.
Для северных регионов добавляем обогрев жгута форсунок - это отдельная цепь с саморегулирующимся кабелем. Но важно не перегреть - выше 120°C медь теряет упругость в контактах.
В жгутах для морской техники используем провод с двойной изоляцией - фторполимер плюс силикон. Стоит на 40% дороже, но в соляном тумане служит втрое дольше.
Сейчас экспериментируем с лазерной маркировкой проводов вместо термоусадочных трубок - экономит 2-3 мм диаметра жгута, что критично в современных стеснённых моторных отсеках.
Поставляем жгуты для ЛиАЗ-5292 с запасом длины 150 мм - на заводе часто меняют трассировку при модернизации. Лучше потом обрезать, чем перекладывать весь harness.
Для иномарок держим на складе коннекторы Delphi, Yazaki, Sumitomo - унификация разъёмов сокращает время ремонта. Но китайские аналоги с Aliexpress не берём - потеря герметичности через 5-6 подключений.
В упаковке используем антикоррозийную бумагу VCI - особенно для жгутов, идущих в портовые города. Конденсат в контейнерах уже погубил не одну партию разъёмов.
Переходим на провода с изоляцией из сшитого полиэтилена - тоньше при той же термостойкости. Но есть нюанс - требует специального инструмента для зачистки без надрезов.
Внедряем RFID-метки в каждый жгут - на сборочном конвейере сканер сразу показывает схему укладки. Снизили процент брака при установке на 7%.
Для электромобилей разрабатываем жгуты с экранированием от ЭМП - двигатели на 400 В создают помехи, которые влияют на точность управления форсунками вспомогательных систем.