Когда говорят про кабельные сборки оптические, многие сразу представляют готовые патч-корды, но на деле это целый технологический цикл - от выбора буферных покрытий до термоусадки коннекторов. На наших заводах до сих пор встречаютсч специалисты, считающие что LC-коннекторы можно обжимать тем же инструментом что и SC, а потом удивляются почему затухание на 1550 нм выходит за рамки 0.3 дБ.
Вот на что реально стоит обращать внимание при контроле качества - не столько на механические характеристики кабеля, сколько на стабильность полировки феррул. Мы в свое время провели серию тестов с разными абразивами, и оказалось что классический алмазный slurry дает микротрещины при скорости вращения свыше 8000 об/мин. Пришлось переходить на оксид церия, хотя он дороже.
Кстати про температурный режим - многие недооценивают важность предварительного прогрева кабеля перед разделкой. Особенно для российских зим, когда на склад поступает кабель с -20°C. Если сразу в термоусадку - гарантированно получишь конденсат внутри через пару циклов перепадов температуры.
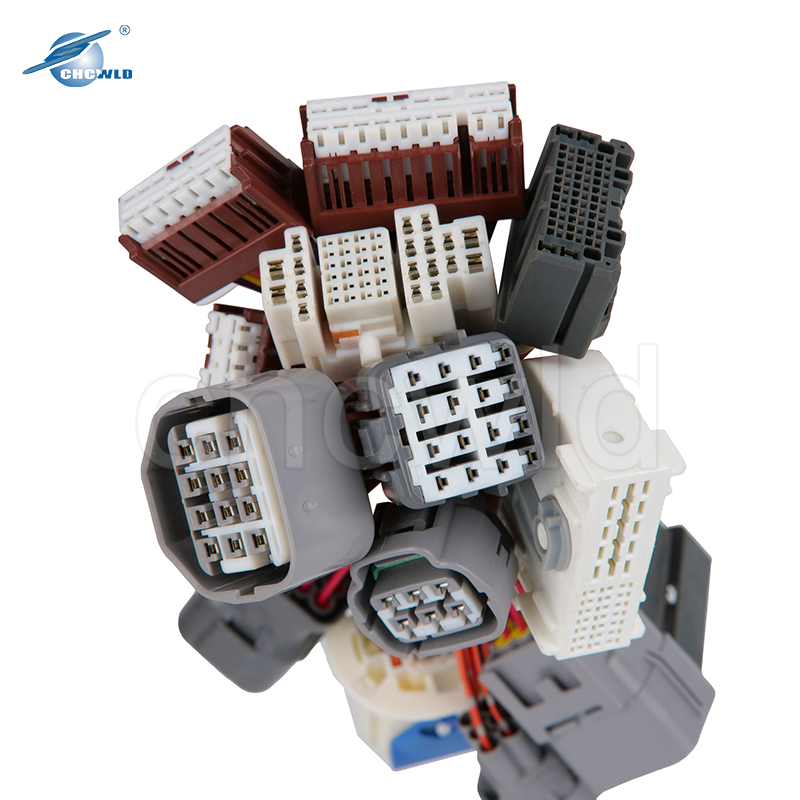
Особенно сложно с многомодовыми сборками для ВОЛС - там и геометрия сердечника критична, и юстировка требует специального оборудования. Помню как на одном из объектов пришлось переделывать всю партию сборок из-за того что использовали коннекторы от разных поставщиков - разница в 0.05 мм по глубине посадки давала рассинхронизацию при подключении к кроссам.
С коннекторами сейчас вообще отдельная история - рынок завален совместимыми компонентами, но при тестировании выясняется что керамические феррулы от китайских производителей часто имеют отклонения по ovality. Для магистральных линий это критично, поэтому для ответственных объектов берем только оригинальные коннекторы Corning или AFL.
Интересный случай был с заводом в Подольске - они закупили партию кабельных сборок оптических у ООО Гуанчжоуская научно-техническая компания ?Кучи? (https://www.kuqi-tech.ru), которые специализируются на исследованиях и разработках жгутов проводов. Оказалось что у них довольно строгий контроль геометрических параметров, но пришлось дорабатывать конструкцию strain relief - для наших условий эксплуатации стандартный пластиковый кожух не обеспечивал достаточной защиты от вибраций.
Кстати про вибрации - это отдельная тема для промышленных сборок. Стандартные тесты на перегиб и растяжение не всегда показывают реальное поведение кабеля в условиях, например, горнодобывающего оборудования. Пришлось разрабатывать собственные методики испытаний с имитацией длительных циклических нагрузок.
Сертификация по ГОСТ Р МЭК 61753-1 - это отдельный квест. Особенно сложно с измерениями возвратных потерь для angled polish коннекторов - нужна калибровка по эталонным патч-кордам, которые сами должны иметь сертификат прослеживаемости. У нас на это ушло почти полгода.
Многие забывают что для сборок работающих в условиях перепадов температур важно проверять не только оптические характеристики, но и механическую стабильность. Были случаи когда после 50 циклов -40/+70°C коннекторы буквально 'вытекали' из розеток из-за разницы КТР материалов.
Сейчас все больше внимания уделяется экранированию - особенно для сборок используемых рядом с силовым оборудованием. Стандартные металлизированные оболочки не всегда справляются с ВЧ-помехами, приходится добавлять дополнительные слои фольги и оплетки. Это увеличивает диаметр но дает прирост до 20 дБ по эффективности экранирования.
С транспортировкой оптических сборок вечная головная боль - стандартные пластиковые катушки не обеспечивают защиты от перегибов при перевозке в кузове. Пришлось заказывать специальные транспортные контейнеры с фиксаторами, что удорожило логистику на 15% но сократило брак при доставке практически до нуля.
Хранение - отдельная тема. Даже при соблюдении температурного режима важно контролировать влажность - силиконовые заглушки со временем теряют эластичность если в помещении меньше 40% влажности. А без них феррулы покрываются пылью которую невозможно удалить без специальной очистки.
Кстати про очистку - многие техники до сих пор используют изопропиль с салфетками из микрофибры, хотя для заводских условий эффективнее автоматические станции с картриджной очисткой. Особенно для сборок с 24-волоконными MPO коннекторами - там ручная очистка дает стабильный процент брака около 3-5%.
Сейчас активно внедряем автоматизированную полировку для массовых серий - ручной труд уже не справляется с объемами. Но столкнулись с проблемой - для кастомных сборок автоматы требуют перенастройки которая занимает больше времени чем ручное производство. Приходится искать компромисс.
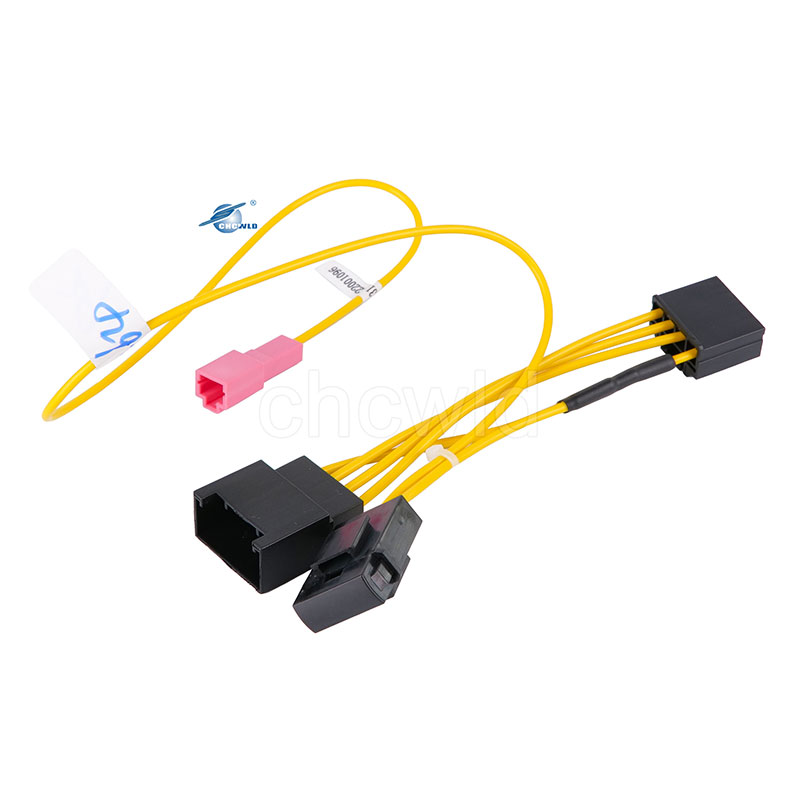
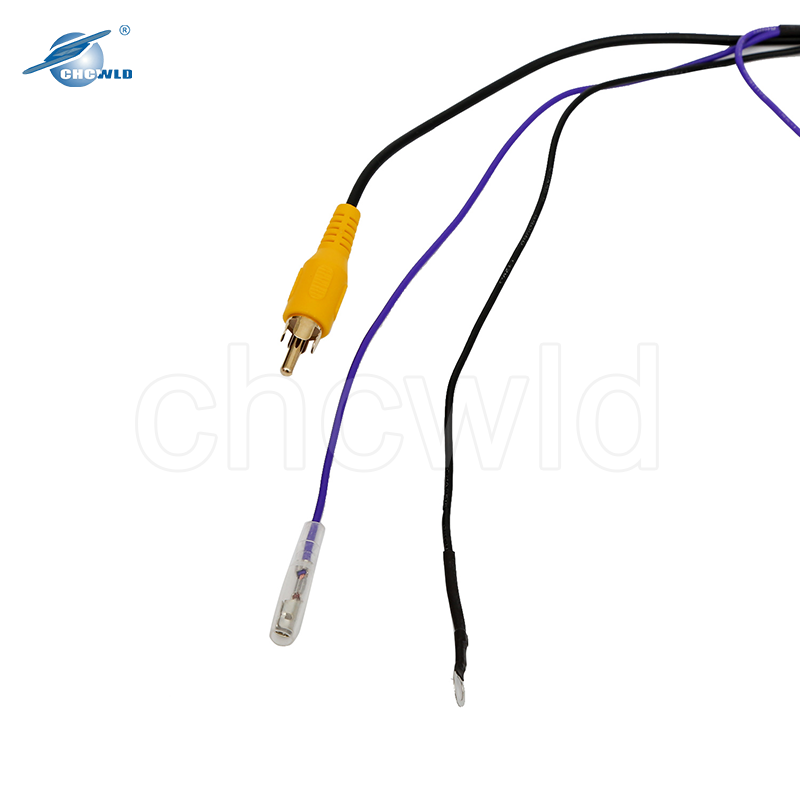
Интересное направление - гибридные сборки где сочетаются оптические и медные компоненты. Например для систем видеонаблюдения с питанием по одному кабелю. Тут сложность в обеспечении совместимости экранов и разных типов изоляции.
Если говорить про ООО Гуанчжоуская научно-техническая компания ?Кучи?, то у них неплохие наработки в области жгутов проводов - возможно стоит рассмотреть совместные проекты по созданию комбинированных решений. Особенно для телекоммуникационных шкафов где требуется компактная разводка и оптических и электрических соединений.
В целом рынок кабельных сборок оптических движется в сторону большей стандартизации но с сохранением гибкости под конкретные задачи. Главное не гнаться за дешевизной в ущерб надежности - репутация важнее сиюминутной выгоды.