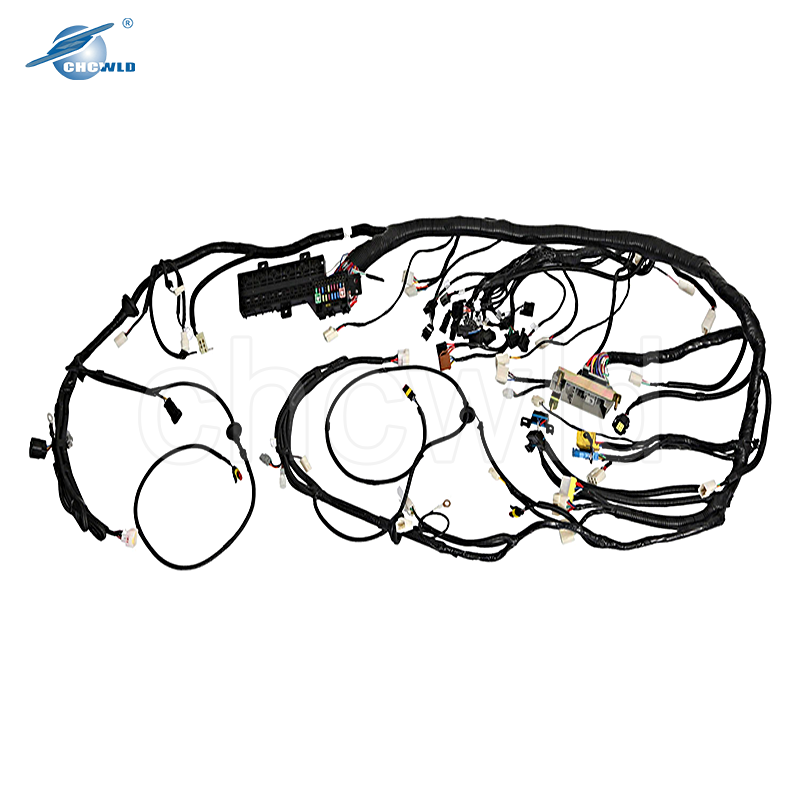
Когда слышишь 'кабельный жгут завод', многие представляют просто пачку проводов в термоусадке. На деле же это сложная экосистема, где каждый миллиметр трассировки влияет на конечную надежность. Вот уже семь лет наблюдаю, как даже технологичные предприятия экономят на предпроектном анализе, а потом месяцами переделывают жгуты для промышленных станков.
Возьмем банальную маркировку проводов. Вроде бы элементарно – нанести цифры на изоляцию. Но когда приходится работать с партиями для морской техники, где вибрация достигает 15 Гц, термотрансферные этикетки начинают отслаиваться уже через три месяца. Пришлось вместе с технологами ООО 'Гуанчжоуская научно-техническая компания ?Кучи?' разрабатывать комбинированное решение: лазерная гравировка поверх UV-стабилизированной оболочки.
Кстати о материалах. Силиконовая изоляция – не панацея, как многие думают. Для пищевого оборудования да, незаменима. Но в установках с частотными преобразователями ее диэлектрические прочности оказывается недостаточно. Пришлось на одном из проектов экстренно переходить на фторопластовые оболочки, хотя изначально техзадание этого не предусматривало.
Особняком стоит вопрос экранирования. Медная оплетка – классика, но при постоянных изгибах в роботизированных системах она начинает 'пылить'. После серии испытаний на стендах в Кучи пришли к многослойной структуре: фольга + оплетка с добавлением арамидных нитей. Да, дороже на 23%, но ресурс увеличился в 1.8 раз.
Наше автоматическое оборудование для резки и зачистки проводов – это не просто красивые немецкие станки. Важнее калибровочные стенды, которые большинство заводов игнорируют. Например, контрольно-испытательный комплекс для высоковольтных жгутов электромобилей. Без него невозможно выявить микроскопические повреждения изоляции, которые проявятся только через 2000 циклов зарядки.
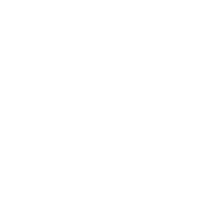
Пресс-формы для контактов – отдельная боль. Китайские аналоги выдерживают 50-60 тысяч циклов вместо заявленных 100. Теперь работаем только с европейскими производителями, хотя это удорожает себестоимость на 15%. Зато перестали возникать ситуации с недожатыми контактами в жгутах для медицинской техники.
Любопытный случай был с паяльными станциями. Перешли на бессвинцовые припои – и сразу появились жалобы на хрупкость соединений. Оказалось, проблема не в материалах, а в поддержании температуры в зоне пайки с точностью ±3°C. Пришлось дорабатывать вытяжные системы, чтобы не возникало локальных перегревов.
Каждый третий завод ограничивается проверкой на обрыв и короткое замыкание. Этого катастрофически мало для современных систем. Внедрили поэтапный контроль: от проверки сечения жил (допуск ±0.02 мм) до тестов на растяжение с усилием до 150 Н. Особенно важно для авиационных жгутов – там любое отклонение критично.
Метрологическая служба – это не про штампы в паспортах. Раз в квартал отправляем образцы в независимые лаборатории. Последний сюрприз: при низких температурах (-55°C) некоторые марки ПВХ-изоляции становились хрупкими, хотя по сертификатам должны были выдерживать -60. Теперь тестируем все партии материалов в экстремальных условиях.
Система прослеживаемости – от медной проволоки до готового жгута. Кажется избыточной, но когда приходится отзывать партию для железнодорожной техники, именно она позволяет за 2 часа найти все компоненты от конкретного поставщика. Сэкономили так уже трижды на компенсациях.
Упаковка кабельных жгутов – это не просто полиэтиленовые пакеты. Для экспорта в страны с тропическим климатом разработали многослойные материалы с силикагелем. Влажность выше 80% разрушает незащищенные контакты за 2-3 месяца, проверено на горьком опыте поставок в Юго-Восточную Азию.
Маркировка грузов – отдельная наука. Штрих-коды выцветают при транспортировке под прямым солнцем, RFID-метки создают помехи для чувствительной электроники. Остановились на комбинированном решении: лазерная гравировка + защищенные QR-коды. Дорого, но надежно.
Сроки хранения компонентов – многие недооценивают этот фактор. Медные жилы без покрытия окисляются за 6 месяцев даже в идеальных условиях. Поэтому на складах поддерживаем азотную среду для дорогостоящих заготовок. Да, затраты растут, но брак уменьшился на 8%.
3D-проектирование жгутов – казалось бы, идеальное решение. Но на практике САПР не учитывает реальную жесткость проводов при укладке. Пришлось разрабатывать собственные поправочные коэффициенты. Сейчас внедряем систему, которая учитывает еще и температурное расширение материалов.
Беспроводные технологии – это не замена кабельным жгутам, как многие прогнозируют. В критически важных системах надежность физического соединения пока недостижима для радиоканалов. Хотя для второстепенных систем постепенно переходим на гибридные решения.
Автоматизация сборки – наш следующий шаг. Роботизированные комплексы уже тестируем на производстве в Гуанчжоу. Пока что для серийных изделий эффективность высокая, но для штучных заказов ручной труд пока выигрывает по гибкости. Интересно будет посмотреть на результаты через год эксплуатации.
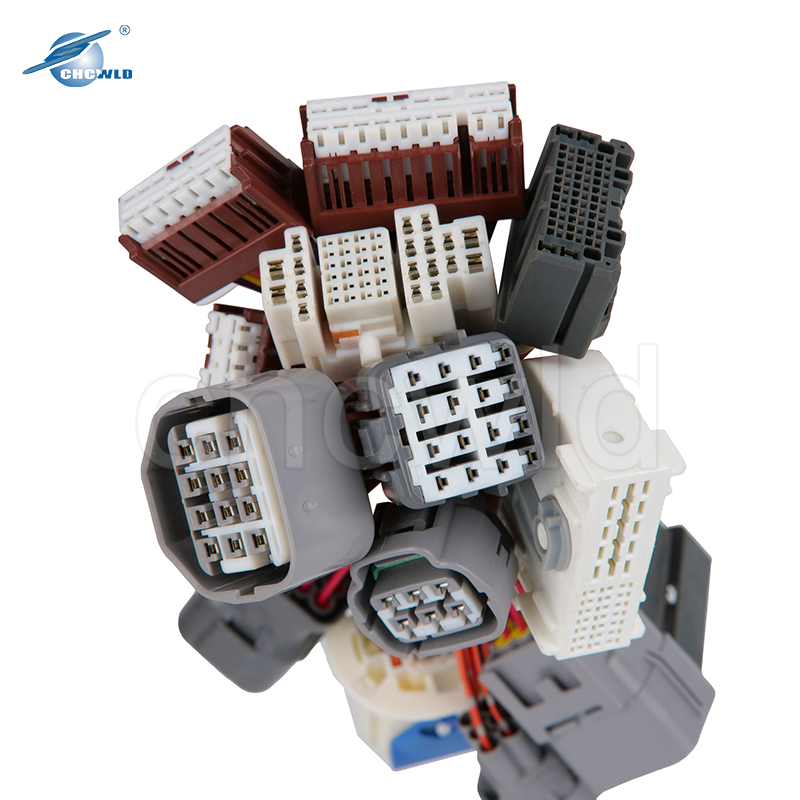
Работа над жгутами для ветрогенераторов показала: стандартные расчеты на вибрацию не работают при резонансных частотах. Пришлось совместно с инженерами Кучи разрабатывать новые методики крепления – с демпфирующими прокладками и плавающими хомутами.
С автомобильными жгутами тоже не все просто. Казалось бы, отлаженная технология. Но переход на 48-вольтовые системы в гибридах потребовал полного пересмотра схем экранирования. Пришлось даже арендовать специальную безэховую камеру для измерений ЭМС.
Самое главное – нельзя останавливаться в развитии. Каждый новый проект приносит уникальные вызовы. Будь то жгуты для космической техники или для умных домов – везде находятся нюансы, которые не описаны в учебниках. Поэтому наш завод постоянно инвестирует в исследования и испытания, чтобы оставаться на острие технологий.