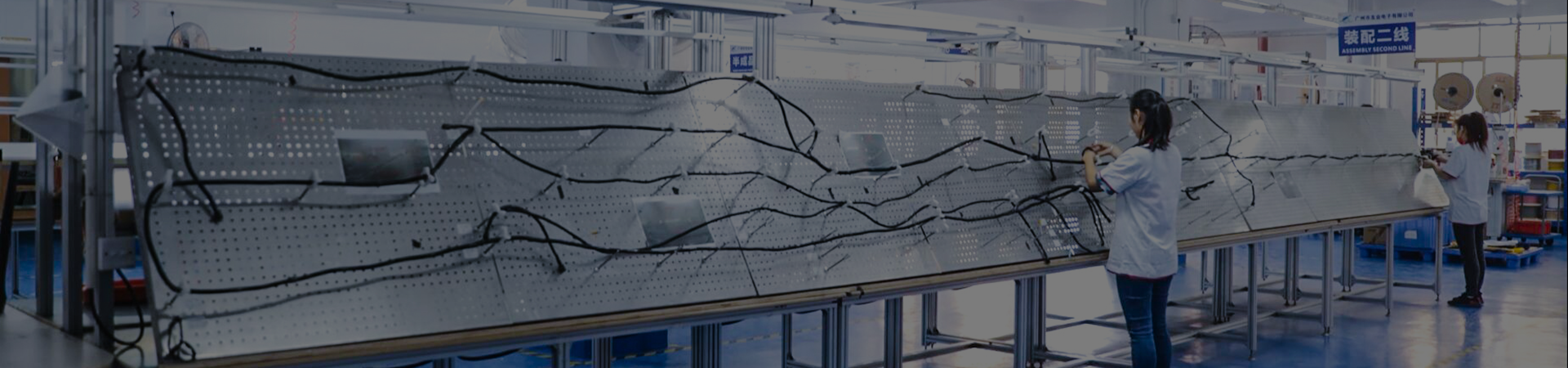
Когда говорят про производство кабельных жгутов заводы, часто представляют конвейер с роботами, но на деле ключевое — это ручная доводка соединений. Многие заблуждаются, думая, что автоматизация решает всё — например, китайские коллеги из ООО Гуанчжоуская научно-техническая компания ?Кучи? (https://www.kuqi-tech.ru) годами отрабатывали гибридный подход, где пайка критичных контактов остаётся за человеком. Сам видел, как на их стендах тестируют жгуты для сельхозтехники: если автомат пропускает микротрещину в изоляции, партия идёт в брак. Отсюда и главный парадокс — чем сложнее жгут, тем меньше в нём ?машинного?.
Возьмём банальную маркировку проводов. ГОСТ требует чёткости, но на практике термоусадочные трубки выцветают при -40°C — такой случай был с жгутами для комбайнов в Ростовской области. Пришлось совместно с ?Кучи? тестировать полимерные маркеры, которые держатся даже после вибрационных испытаний. Их инженеры предлагали наносить лазерную гравировку, но это удорожало процесс на 15%, и от идеи отказались. Вот вам и готовая экономика: иногда проще усилить контроль, чем внедрять ?прогрессивное? решение.
Сборка жгутов для спецтехники — это всегда компромисс между гибкостью и прочностью. Например, в Сибири требовали кабельные узлы для буровых установок, где вибрация достигает 200 Гц. Стандартные нейлоновые стяжки лопались на третьем цикле испытаний, пришлось переходить на стальные хомуты с демпфирующими прокладками. Кстати, ?Кучи? как раз поставляют такие компоненты — их каталог есть на kuqi-tech.ru, но там нет главного: как комбинировать материалы при сборке. Это знание приходит только с полевым опытом.
Пару лет назад пробовали внедрить автоматическую обжимку клемм — казалось бы, элементарная операция. Но когда дали задание собрать 200 жгутов для троллейбусов, выяснилось, что робот не отличает медные жилы от алюминиевых. В итоге 30% соединений требовали переделки. Сейчас используем полуавтоматические прессы, где оператор визуально проверяет каждый контакт. Да, медленнее, но брак упал до 0.2%.
Хранение кабельных жгутов — отдельная наука. На одном из уральских заводов смонтировали стеллажи по евростандарту, но через месяц жгуты для станков ЧПУ покрылись микротрещинами. Оказалось, пластификатор в ПВХ-изоляции испарялся из-за соседства с отопительными трубами. Пришлось переносить склад в другое крыло и поддерживать влажность 60% — такие детали не найдёшь в техзаданиях.
Транспортировка — ещё большая головная боль. Когда ?Кучи? отгружали нам партию для автомобильных конвейеров, три паллета пришли с деформированными разъёмами. Виной оказалась неправильная укладка: жгуты должны лежать плашмя, а не внатяг. Теперь всегда просим фото погрузки — старый приём, но спасает от 80% рекламаций.
Интересный кейс был с жгутами для лифтового оборудования: заказчик требовал упаковку в вакуумную плёнку. Казалось логичным — защита от влаги. Но при распаковке выяснилось, что статическое электричество вывело из строя CAN-шину. Вернулись к антистатическим пакетам с силикагелем — иногда ?дедовские? методы работают лучше.
Мегомметр — наш главный инструмент, но он не покажет неправильную скрутку экрана. Как-то раз на ТЭЦ отказала система управления из-за наводок — виной оказался жгут, где экраны были заземлены с двух сторон. По чертежам всё сходилось, но проектировщик не учёл ёмкостную связь. Теперь всегда просим схемы заземления до начала сборки.
Испытания на растяжение — формальность для сертификации, но реальные проблемы начинаются при изгибе. Например, для жгутов в роботизированных манипуляторах критичен радиус изгиба 5D вместо стандартных 8D. Добились этого только с кабелями от ?Кучи? — у них в описании продукции на kuqi-tech.ru есть таблицы по динамическим нагрузкам, но мало кто обращает внимание на этот раздел.
Термоциклирование — тест, который отсеивает 90% брака. Помню, как партия для северных котельных прошла все проверки, но при -55°C изоляция становилась хрупкой. Производитель кабеля ссылался на ТУ, но по факту не докладивал пластификаторы. Сейчас работаем только с поставщиками, которые дают протоколы испытаний при экстремальных температурах.
Многие считают, что дороже всего — медь в проводах. На практике 40% себестоимости съедает подготовка документации. Чертежи, схемы раскроя, карты прокладки — каждый жгут требует 3-4 часа инженерной работы. ?Кучи? в этом плане выгодно отличаются: у них есть типовые решения для ЖКХ и транспорта, которые можно адаптировать за пару дней.
Оборудование для резки и зачистки — ещё одна статья расходов. Купили японский автомат за 2 млн рублей, но он не брал кабели сечением менее 0.5 мм2. Пришлось докупать ручной инструмент для слаботочных линий. Вывод: универсальных станков не существует, под каждый тип жгутов нужна своя оснастка.
Штамповка контактов — операция, где экономить нельзя. Пробовали китайские матрицы — через 10 000 циклов появлялся люфт, и соединения теряли герметичность. Перешли на немецкие, хоть и в 3 раза дороже. Зато рекламаций по соединениям нет уже два года.
Сейчас все увлеклись 3D-моделированием жгутов, но на практике виртуальная сборка не учитывает усилие натяжения. Разрабатывали модель для тепловоза — в SolidWorks всё идеально стыковалось, а в цехе жгут не входил в кабельный канал. Пришлось перекладывать вручную. Опыт ?Кучи? тут полезен: они всегда делают физические макеты сложных узлов.
Беспроводные технологии — модно, но пока не для критичных систем. Пробовали заменять CAN-шины в жгутах Bluetooth-модулями — помехи от силового оборудования сводили на нет все преимущества. Вероятно, лет через пять появятся устойчивые решения, но сейчас это деньги на ветер.
Биоразлагаемая изоляция — красивая идея, которая не прошла проверку реальностью. Заказчик из пищевой промышленности требовал ?экологичные? жгуты, но материал деградировал за год от паров кислоты. Вернулись к стандартному ПВХ — иногда надёжность важнее трендов.
Главный урок — не существует идеальной технологии сборки жгутов. Каждый проект требует индивидуального подхода, будь то линия для метро или бытовая техника. Компании вроде ?Кучи? выигрывают как раз за счёт гибкости: их сайт kuqi-tech.ru не пестрит рекламой, но в каталоге есть специализированные решения для сложных случаев.
Стандартизация полезна, но без фанатизма. Всегда оставляйте запас по длине проводов — минимум 10%. И проверяйте жгуты в сборе с разъёмами, а не по отдельности. Мелочь? Зато именно такие мелочи определяют, пройдёт продукция приёмку или отправится на переделку.
И последнее: никогда не экономьте на испытательном оборудовании. Дешёвый мегомметр может не заметить пробой на высоких частотах, а это уже вопросы безопасности. Как говорил наш технолог: ?Жгут — это не просто провода, это нервная система машины?. С годами понимаешь, насколько он был прав.