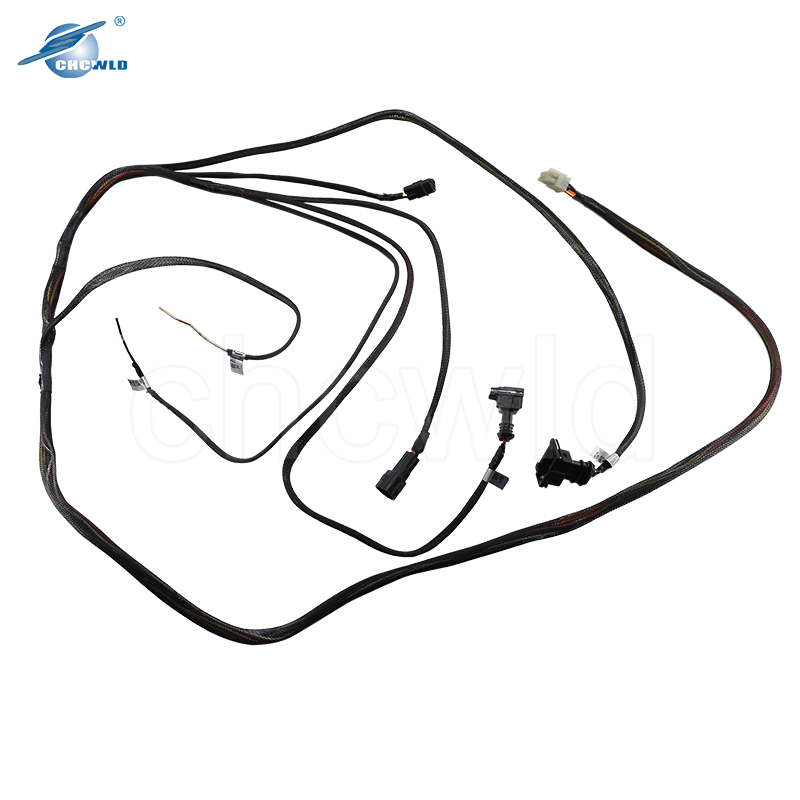
Когда слышишь про сборка кабельного жгута заводы, многие представляют конвейер с роботами, но реальность часто — это гибрид ручного труда и полуавтоматических линий. На том же заводе Кучи в Гуанчжоу видел, как инженеры годами оттачивали баланс между скоростью и качеством.
Первое, с чем сталкиваешься — маркировка жил. Если на кабельный жгут идет партия с неконтрастной оплеткой, операторы тратят до 40% времени на визуальный контроль. Однажды на тестовом запуске для авиационного заказа перепутали два серых кабеля — пришлось вскрывать 30 жгутов.
Обжим контактов — отдельная история. Даже с японскими пресс-клещами бывает брак до 3%, если не менять матрицы каждые 50 тыс. циклов. В Кучи решили проблему датчиками усилия сжатия, но мелкие производители до сих пор работают 'на глазок'.
Термоусадка — кажется простейшей операцией, но при -25°C в цехе полимер может дать микротрещины. Пришлось разрабатывать локальные подогреватели на поточных линиях.
Станки для резки и зачистки — основа, но их выбор зависит от сечения. Для тонких жгутов до 0.75 мм2 брали немецкие аппараты, но для силовых кабелей 25 мм2 лучше показали себя тайваньские аналоги.
Столы для сборки с пневмоподвеской — казалось бы, мелочь, но без них производительность падает на 15%. В цехах заводы кабельного жгута без такого оснащения операторы к концу смены делали на 2-3 ошибки больше.
Тестовые стенды — здесь многие экономят, но именно они выявляют 80% дефектов. В Кучи используют комбинированные системы: прозвонку + Hi-Pot тест + проверку на растяжение.
Самая частая — недооценка логистики компонентов. Как-то ждали разъемы TE Connectivity 4 недели вместо 2 — простаивала вся линия. Теперь всегда держим двойной запас клеммных колодок.
Нормирование времени — если технолог не учитывает усталость оператора, после 6 часа работы скорость падает вдвое. Вывели эмпирическую формулу: на жгут из 12 проводов добавлять 8% к нормативу.
Кросс-контаминация — когда на одной линии собирают жгуты для пищевой промышленности и тяжелого машиностроения, частицы смазки могут попасть на изоляцию. Пришлось вводить зонирование цехов.
Для троллейбусного парка делали жгуты с усиленной виброзащитой — стандартные держатели ломались за 3 месяца. Решение нашли через испытания на стенде с частотой 15-200 Гц: добавили демпфирующие прокладки в точках крепления.
Заказ от нефтяной платформы требовал стойкости к солевому туману. Лаборатория ООО Гуанчжоуская научно-техническая компания 'Кучи' тестировала 7 видов изоляции, пока не подобрали композит с полиуретановым покрытием.
Проблема с цветопередачей маркировочных трубок — при разных источниках света синий и фиолетовый путали. Внедрили спектрометр для входного контроля партий пластика.
Автоматизация сборки — пробовали роботизированные клетки, но для малых серий они не окупаются. Гибридная система, где робот подает провода, а человек формирует жгут, показала себя лучше.
3D-печать держателей — казалось бы, прорыв, но термопласты не выдерживают вибрацию. Вернулись к литью под давлением, хотя это удлиняет цикл подготовки производства.
Системы машинного зрения для контроля — пока справляются только с явным браком. Микротрещины в изоляции все еще выявляют ультрафиолетовыми тестерами старым добрым способом.
Главный парадокс сборка кабельного жгута — чем сложнее автоматизация, тем важнее человеческий опыт. Лучшие технологи умеют 'читать' жгут как живую структуру, предвидя точки напряжения.
Стандарты — это хорошо, но каждая партия кабеля имеет свои нюансы. Например, медная жила от разных поставщиков по-разному 'дышит' при температурных перепадах.
Сайт kuqi-tech.ru отражает лишь 10% реальных производственных задач. Основная работа — это ежедневные микрорешения на стыке техпроцесса и материаловедения.