Когда слышишь про сборку кабельного жгута, многие представляют просто пачку проводов в термоусадке. На деле же — это точная последовательность операций, где любое отклонение в пару миллиметров может привести к браку на конвейере. Вспоминаю, как на одном из заводов в Подмосковье пришлось переделывать партию жгутов для станков ЧПУ из-за неправильно рассчитанного угла ответвления — казалось бы, мелочь, а весь монтаж встал.
Начну с базового, но часто упускаемого момента: разделки проводов. Если использовать неправильный инструмент для зачистки изоляции, медные жилы подминаются, и позже в точке контакта возникает переходное сопротивление. Проверял как-то жгут от ООО Гуанчжоуская научно-техническая компания ?Кучи? — там кабели резались специнструментом с регулируемым усилием, видно было, что технологию отработали до мелочей.
Маркировка — отдельная история. Бирок должно быть ровно столько, сколько нужно для монтажа, но не больше. Избыток маркировочных колец утяжеляет жгут, плюс рискуешь перекрыть вентиляционные зазоры в электрошкафу. В своих расчётах всегда учитываю минимально допустимый радиус изгиба — для кабелей с экраном это особенно критично.
Иногда сталкиваешься с ситуацией, когда конструкторы рисуют идеальную схему, но при сборке жгут буквально не влезает в отведённое пространство. Приходится идти на компромиссы: перераспределять точки крепления, менять трассировку. Вот тут и выручают производители с гибкой логистикой, те же kuqi-tech.ru, которые готовы оперативно вносить изменения в спецификацию.
Как-то раз получили заказ на жгуты для железнодорожной аппаратуры. В техзадании указали обычный ПВХ-пластикат, но при тестах на вибрацию выяснилось — нужна термостойкая изоляция. Переделывали всё с нуля, с дополнительными испытаниями на растяжение. Теперь всегда уточняю условия эксплуатации: температура, вибрации, возможные механические нагрузки.
Ещё один частый прокол — неправильный подбор разъёмов. Видел случаи, когда для силовых цепей ставили коннекторы, рассчитанные только на слаботочные сигналы. Результат — подгорание контактов после полугода работы. В каталоге ООО Гуанчжоуская научно-техническая компания ?Кучи? заметил продуманную градацию разъёмов по токовой нагрузке, это серьёзно упрощает подбор комплектующих.
Отдельно стоит упомянуть экранирование. Многие сборщики забывают про качество оплётки или неправильно заземляют экран. Сам сталкивался с наводками на чувствительную аппаратуру из-за этого. Сейчас всегда проверяю целостность экрана тестером — даже если визуально всё идеально.
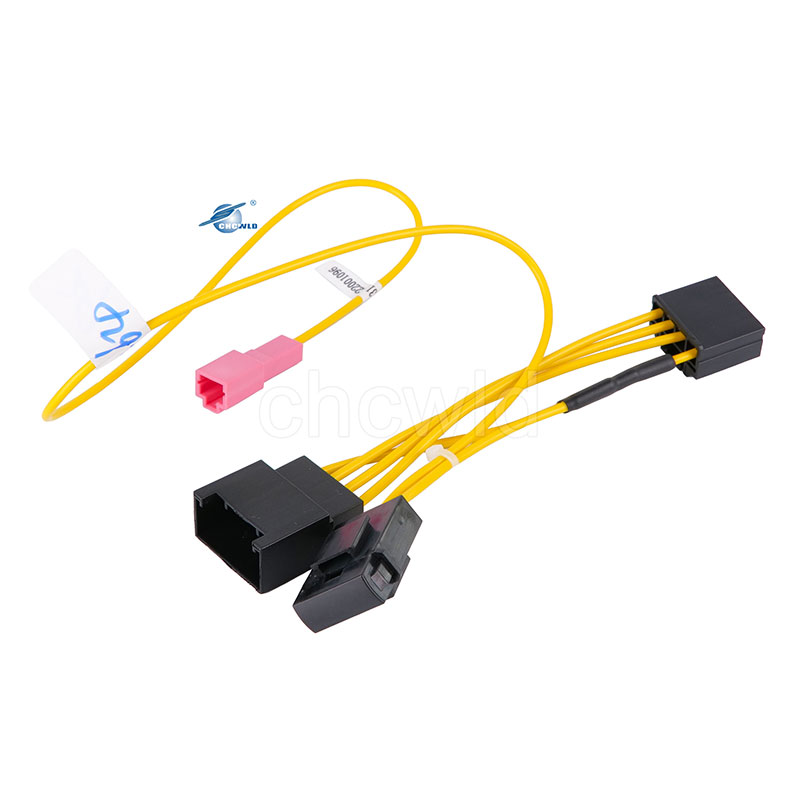
Собрать кабельный жгут на коленке не выйдет — нужен специальный стенд с разметкой. У нас в цехе сделали поворотные щиты с контурами будущих жгутов. Сборщик фиксирует провода по шаблону, и сразу видно, где будет изгиб, где ответвление. Кстати, на сайте https://www.kuqi-tech.ru видел фото аналогичных стендов — видно, что люди понимают важность эргономики.
Инструмент — отдельная статья расходов. Хорошие клещи для обжима наконечников, стрипперы с регулировкой глубины реза, термофены для усадки — без этого никуда. Раньше экономили на инструменте, но потом посчитали — переделки из-за кривого обжима выходили дороже.
Хранение заготовок — момент, который часто недооценивают. Если провода лежат внавалку, они перекручиваются, потом при сборке возникают внутренние напряжения. Мы перешли на катушечное хранение с нумерацией — скорость сборки выросла процентов на 15.
Первое, на что смотрю при приёмке — равномерность оплётки. Если где-то видны просветы — сразу брак. Потом проверяю длину ответвлений: даже небольшое отклонение может усложнить монтаж. Особенно строго подхожу к жгутам для подвижной техники — там важна стойкость к многократным изгибам.
Электрические проверки — обязательный этап. Но кроме стандартной прозвонки на обрыв и КЗ, всегда тестирую изоляцию мегомметром. Бывало, визуально кабель целый, а сопротивление изоляции уже на пределе. Для ответственных применений добавляю проверку на целостность экрана.
Упаковка — казалось бы, мелочь. Но если жгут неправильно уложить в транспортную тару, при перевозке может деформироваться каркасная оплётка. Мы используем индивидуальные ложементы из вспененного полиэтилена — дороже, но сохраняет геометрию жгута.
На отечественных предприятиях до сих пор встречаются устаревшие нормы проектирования жгутов. Например, требование двукратного запаса по длине — в итоге получаются избыточно длинные кабели, которые потом приходится укладывать петлями. Стараюсь убеждать технологов пересматривать такие требования, ссылаясь на опыт ООО Гуанчжоуская научно-техническая компания ?Кучи? — у них в технической документации чётко прописаны расчётные методики.
Сложности с комплектующими — отдельная головная боль. Импортные разъёмы могут идти месяцами, поэтому постепенно переходим на аналоги от проверенных поставщиков. Важно при этом не терять в качестве — все замены согласовываем с конструкторами.
Квалификация сборщиков — ключевой момент. Молодые работники часто не понимают важности соблюдения последовательности операций. Приходится постоянно проводить обучение, показывать на примерах, к чему приводит нарушение технологии. Иногда просто распечатываю фото бракованных жгутов с пояснениями — нагляднее любого инструктажа.