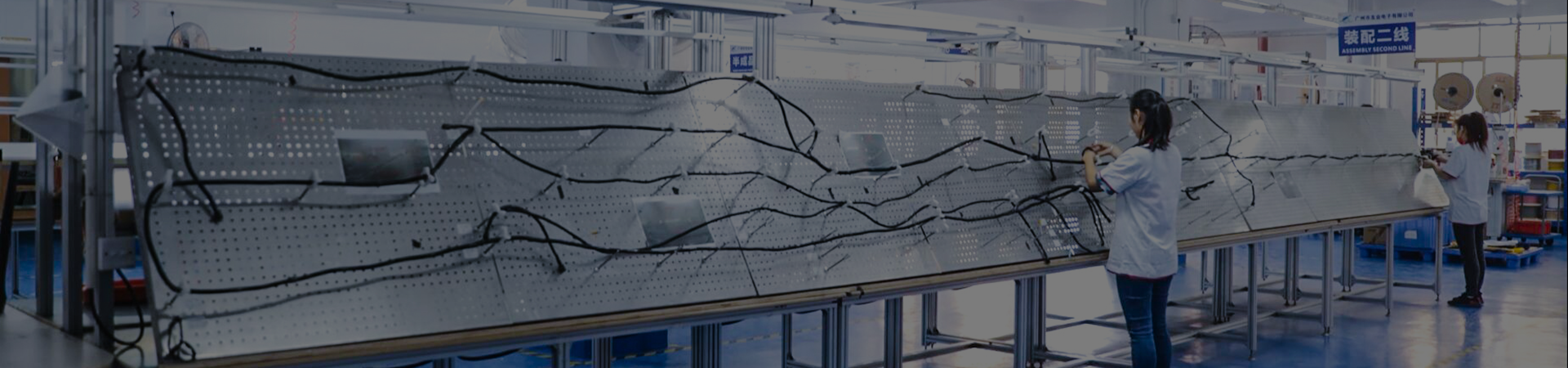
Когда слышишь про 'сборка кабельной антенны заводы', многие сразу представляют конвейер с роботами, но на деле даже автоматизированные линии требуют ручной подгонки — особенно для гибридных моделей. Сам видел, как на одном подмосковном производстве пытались собрать антенный блок с коаксиальным кабелем RG-6 без ручной калибровки, и получили 30% брака по КСВ.
Часто проблемы начинаются с неверного расчёта волнового сопротивления. Помню случай с заводом в Калуге: закупили автоматические обжимные машины для сборка кабельной антенны, но не учли, что китайский коаксиал даёт усадку изоляции при -25°C. В итоге готовые изделия трескались на морозе — пришлось переделывать всю оснастку.
Ещё хуже, когда экономия на ферритовых кольцах приводит к наводкам. В прошлом году тестировали партию от новосибирского завода: без экранирующих колец антенны ловили помехи от ЛЭП за 200 метров. Пришлось доплачивать за доработку, хотя изначально проект считали готовым.
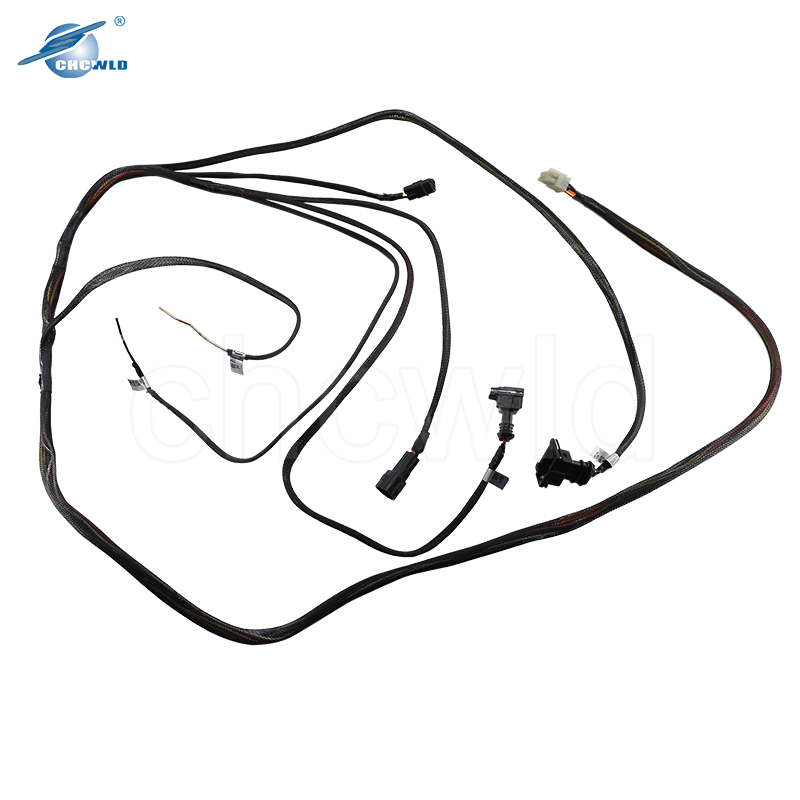
Кстати, ООО 'Гуанчжоуская научно-техническая компания ?Кучи?' (https://www.kuqi-tech.ru) как раз предлагает кабельные жгуты с предрасчитанными параметрами для антенных систем — их решения помогли нам избежать подобных ошибок в проекте для телеком-оператора.
С отечественными разъёмами серии СВЧ часто возникают сложности. Например, завод в Екатеринбурге использовал разъёмы РП-75Б для кабельной антенны, но не учли, что их механическая резьба требует ручной юстировки. Автоматика с этим не справлялась — пришлось вводить дополнительную операцию.
С медью тоже не всё просто. Наш опыт с уральским заводом показал: если использовать медь М1 вместо М0, КПД антенны падает на 12-15%. Но многие производители экономят, особенно при сборке массовых моделей для цифрового ТВ.
Тут важно отметить, что компания ?Кучи? поставляет жгуты именно из меди М0 — в их спецификациях чётко прописаны параметры затухания сигнала, что критично для антенных решёток.
Автоматизированный контроль КСВ — это лишь половина дела. На том же калужском заводе мы внедрили систему тестирования каждой десятой антенны в камере ЭМ-помех, но это увеличило цикл сборка кабельной антенны заводы на 18%. Производственники были против, пока не увидели статистику: без такого теста 7% продукции возвращались по гарантии.
Ещё один нюанс — пайка экранов. Даже на современных линиях иногда пропускают 'холодные' пайки, которые проявляются только через 2-3 месяца эксплуатации. Пришлось разработать методику термоциклирования для выявления таких дефектов.
В этом контексте жгуты от ?Кучи? выгодно отличаются лазерной маркировкой параметров — не нужно каждый раз перепроверять кабели, достаточно свериться с маркировкой.
Многие забывают про климатические испытания. Например, для антенн, которые будут работать в Сибири, нужно учитывать не только температуру, но и перепады влажности. Стандартные силиконовые уплотнители выдерживают -40°C, но при резких оттепелях дают микротрещины.
На одном заводе в Татарстане решили эту проблему, используя двойные уплотнители от ?Кучи? — в их жгутах уже предусмотрена защита от конденсата, что сократило процент отказов в демисезонный период.
Кстати, их техспециалисты помогли нам пересчитать волновое сопротивление для регионов с высокой грозовой активностью — оказалось, нужно увеличивать сечение центральной жилы на 0.2 мм.
Часто пытаются сэкономить на автоматизации финальной сборки, но это ложная экономия. Ручная обжимка коннекторов даёт погрешность 3-5%, а это для антенн УКВ-диапазона критично. Лучше один раз настроить пресс-форму, как это сделали на заводе в Воронеже.
С другой стороны, не всегда нужно самое дорогое оборудование. Для сборки антенн метрового диапазона достаточно полуавтоматических линий — главное, чтобы операторы понимали физику процесса, а не просто закручивали винтики.
Здесь опыт ?Кучи? в создании жгутов с цветовой маркировкой жил сильно ускорил наш монтаж — операторы перестали путать подключение экранов, что снизило процент брака на 8%.
Сейчас многие переходят на планарные антенны, но классические кабельные решения ещё долго будут востребованы — особенно для малых населённых пунктов, где важна ремонтопригодность. Завод в Ростове-на-Дону, например, сохранил линию по производству антенн 1960-х годов — их до сих пор заказывают для сельских телецентров.
Интересно, что ?Кучи? сейчас экспериментирует с гибридными жгутами, где часть кабелей заменена на печатные платы — это может сократить стоимость сборки антенных решёток на 25-30%.
Лично я считаю, что будущее за комбинированными решениями, где заводская сборка кабельной антенны сочетается с цифровой подстройкой. Но это потребует пересмотра всех ГОСТов по кабельным сборкам.