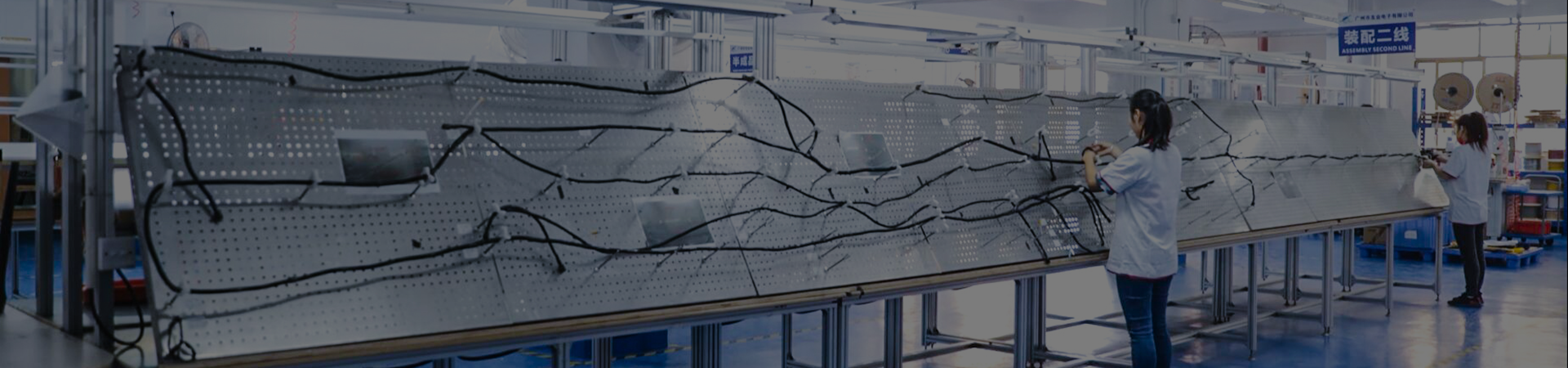
Когда слышишь 'сборка кабельной антенны завод', многие представляют конвейер с роботами, но в реальности это часто ручная работа с паяльником и тестером. В Кучи, например, до сих пор используют комбинированный подход — автоматизацию там, где нужна точность, и человеческие руки для финальной доводки. Сейчас объясню, почему это не недостаток, а скорее преимущество.
Кабельная антенна — это не просто кусок меди в оболочке. Если брать наши продукты в ООО 'Кучи', то там каждый жгут проходит калибровку под конкретный частотный диапазон. Часто заказчики присылают ТЗ с ошибками — требуют, например, универсальности там, где нужна узкая специализация. Приходится объяснять, что антенна для городской многоэтажки и для загородного дома — это два разных изделия.
На этапе проектирования всегда возникает дилемма: делать по ГОСТу или под конкретного производителя оборудования. В прошлом месяце как раз был случай — заказчик хотел сэкономить на экранировании, потом жаловался на помехи. Пришлось переделывать партию, но теперь он наш постоянный клиент. Кстати, экран — это не просто фольга, а многослойная структура с медной оплёткой, которую у нас в цеху проверяют на пробой напряжением до 5 кВ.
Материалы — отдельная история. Китайская медь дешевле, но для ответственных узлов мы берём немецкую — у неё стабильнее параметры. Хотя для массового сегмента, конечно, используем то, что предлагает рынок. Важно не столько происхождение, сколько контроль на входе — у нас на складе стоит стенд для проверки удельного сопротивления.
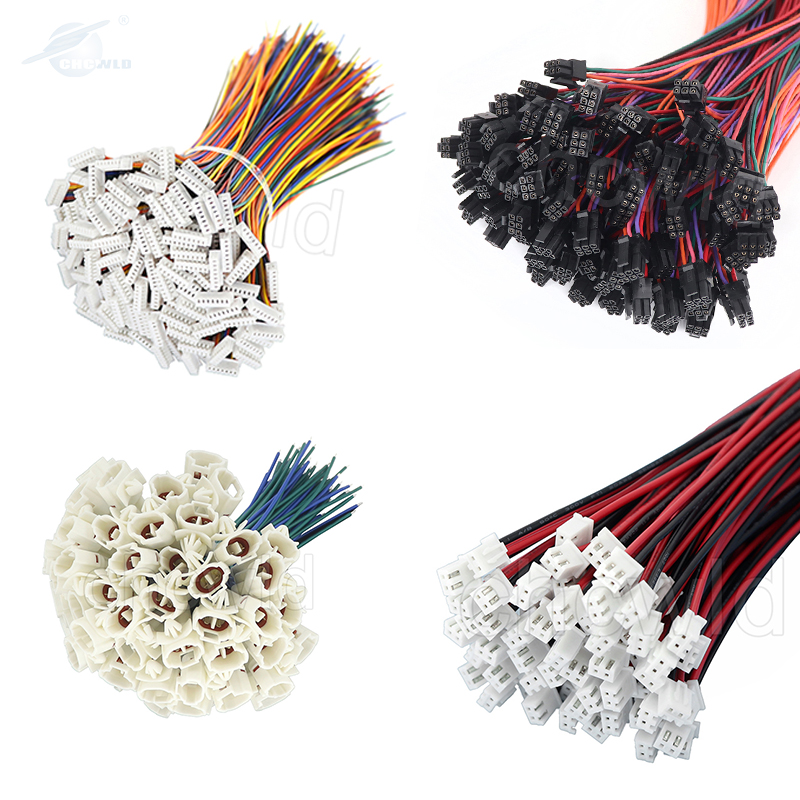
Начинается всё с раскроя. Автомат режет кабель с точностью до миллиметра, но вот зачистку изоляции часто доверяют операторам — особенно когда речь о многожильных вариантах. Видел как-то попытку полностью автоматизировать этот этап — в итоге брак вырос на 12%. Вернулись к полуавтоматической линии с визуальным контролем.
Пайка контактов — это вообще отдельное искусство. Температура припоя, флюс, время — всё влияет на итоговые характеристики. У нас в цеху висит памятка с параметрами для разных типов разъёмов, но опытные монтажники работают почти интуитивно. Помню, новичок как-то перегрел SMA-коннектор — при тестировании КСВ показывал 3.5 вместо допустимых 1.5.
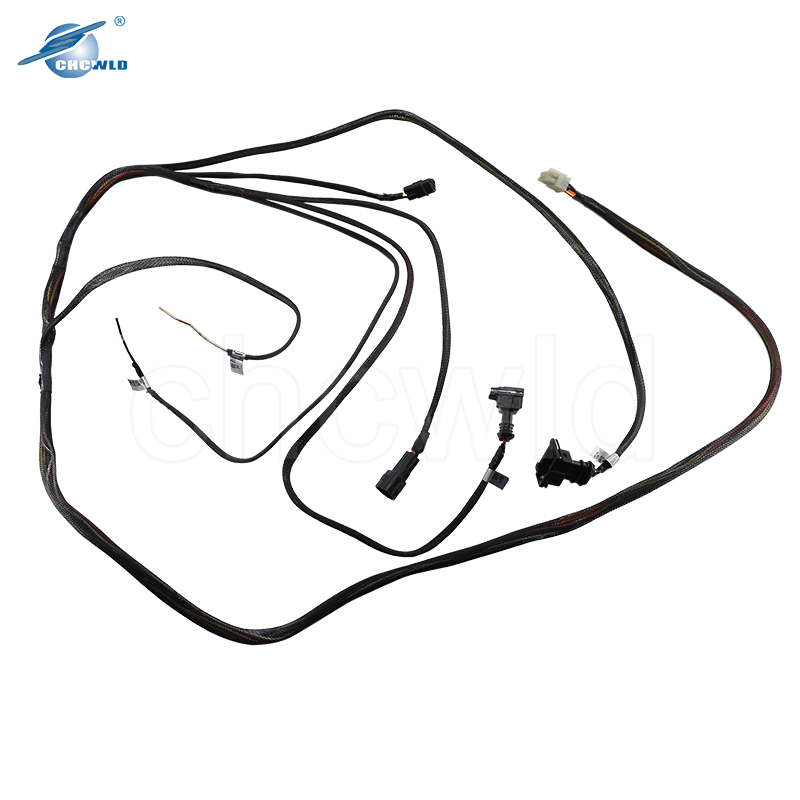
Финальная сборка жгута — это уже как конструктор. Особенно сложно с антеннами MIMO-конфигурации, где несколько излучателей в одном корпусе. Тут важна не только электрика, но и механика — чтобы вибрация не нарушила геометрию. Мы для таких случаев разработали свою систему креплений, сейчас патентуем.
Основные точки отказа — места пайки и изгибы. Поэтому 100% изделий проверяем на механическую прочность — дергаем с усилием до 50 Н. Электрические параметры тестируем выборочно, но если партия больше 1000 штук — тогда полный контроль. Статистика показывает, что чаще всего брак связан с человеческим фактором, а не с оборудованием.
Кстати, о тестовом оборудовании. Мы используем стенды собственной разработки — стандартные анализаторы цепей не всегда подходят для массового производства. Наш главный инженер придумал систему одновременной проверки четырёх параметров: КСВ, импеданс, затухание и изоляция. Это ускорило процесс втрое.
Самая неприятная проблема — когда брак проявляется уже у клиента. Было дело с партией для базовых станций — через месяц работы начались сбои. Оказалось, виноват был не наш жгут, а неправильный монтаж, но репутацию пришлось восстанавливать. Теперь всегда требуем фото установки от заказчиков.
Клиенты у нас разные — от крупных интеграторов до частных мастеров. Первые обычно требуют сертификаты на каждую партию, вторые — чтобы 'подешевле и побыстрее'. Нашли компромисс — делаем две линейки: премиум с полным пакетом документов и эконом для розницы. Хотя по сути разница только в упаковке и гарантии.
С нормативкой сложнее. Технические регламенты Таможенного союза постоянно обновляются, приходится держать в штате специалиста по сертификации. В прошлом квартале, например, ввели новые требования к пожаробезопасности кабельной изоляции — пришлось менять материал у трёх позиций.
Логистика — отдельная головная боль. Комплектующие к нам идут из разных стран, готовые изделия — по всей России. На Дальний Восток, например, отправляем только морским путём — наземная доставка выходит дороже самой антенны. Хотя для срочных заказов иногда используем авиаперевозки, но это редкость.
Сейчас вижу тенденцию к миниатюризации — заказчики хотят более компактные антенны без потери характеристик. Это требует новых материалов и технологий пайки. Мы экспериментируем с керамическими излучателями, но пока массово не переходим — дорого.
Ещё заметил, что многие недооценивают роль монтажа. Можно сделать идеальный жгут, но если его неправильно установить — вся работа насмарку. Поэтому начали выпускать видеоинструкции по монтажу, выкладываем на сайте kuqi-tech.ru. Клиенты благодарны — количество рекламаций снизилось почти на 30%.
Лично считаю, что будущее за гибридными решениями — где кабельная антенна сочетается с активными элементами. Уже делаем прототипы с интегрированными усилителями, пока тестируем. Если всё получится — будет прорыв на рынке. Но это пока между нами — конкуренты не дремлют.
В общем, работа хоть и сложная, но интересная. Главное — не стоять на месте и прислушиваться к клиентам. Как показывает практика, самые удачные решения рождаются на стыке технологий и реальных потребностей рынка.