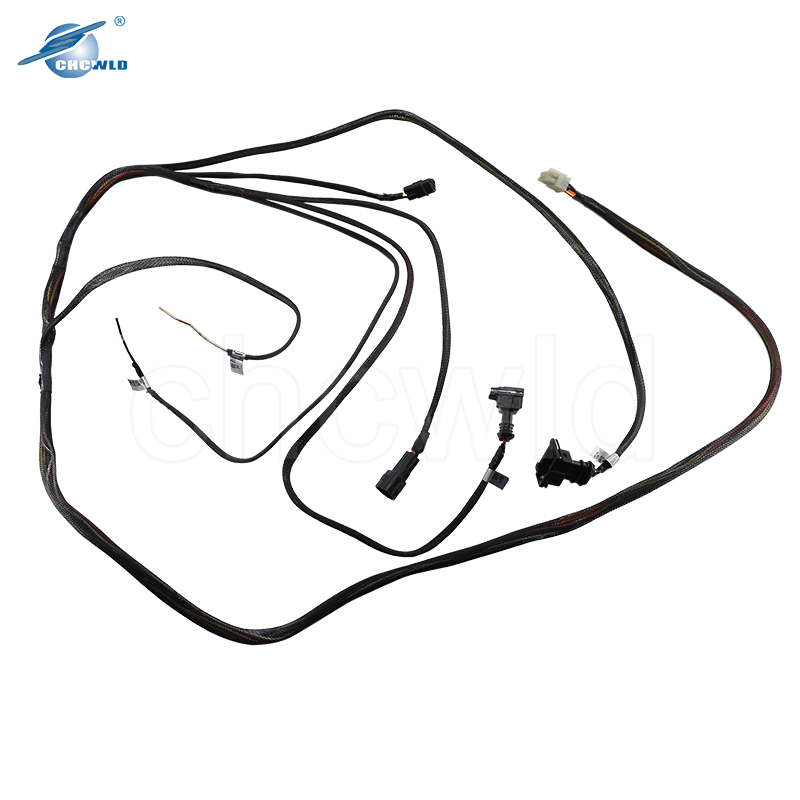
Когда слышишь 'центральный жгут проводов завод', первое, что приходит в голову — километры цветных проводов в термоусадке. Но те, кто реально занимался сборкой жгутов для промышленного оборудования, знают: главная ошибка — считать это просто 'пучком проводов'. Помню, как на одном из заводов в Подмосковье пришлось переделывать всю схему из-за того, что не учли вибрационную нагрузку на клеммы. Именно такие моменты и отличают кустарную сборку от профессионального производства.
Вот смотришь на готовый жгут — вроде бы всё аккуратно, разъемы подходят. Но когда начинаешь анализировать эксплуатационные условия... Например, для станков ЧПУ критична стойкость к маслу и температуре. Мы в свое время тестировали разные марки изоляции, пока не остановились на варианте с двойной тефлоновой оплеткой. Кстати, у центральный жгут проводов для гидравлических систем всегда должен иметь запас по длине — не менее 15%, иначе при вибрации будут обрывы.
Раз уж заговорили о материалах: медь должна быть бескислородная, причем сечение жил часто занижают. Проверял как-то партию от нового поставщика — заявлено 2.5 мм2, а по факту 1.8. Хорошо, что тестовый образец отправили в лабораторию. После этого всегда требую протоколы испытаний, даже если поставщик 'проверенный'.
Крепежные элементы — отдельная история. Пластиковые хомуты против металлических скоб — вечный спор. Для подвижных соединений лучше брать нейлоновые стяжки с металлическим сердечником, но их нельзя использовать near источников тепла выше 120°C. Пришлось learn this the hard way, когда на литьевой машине жгут провис через полгода эксплуатации.
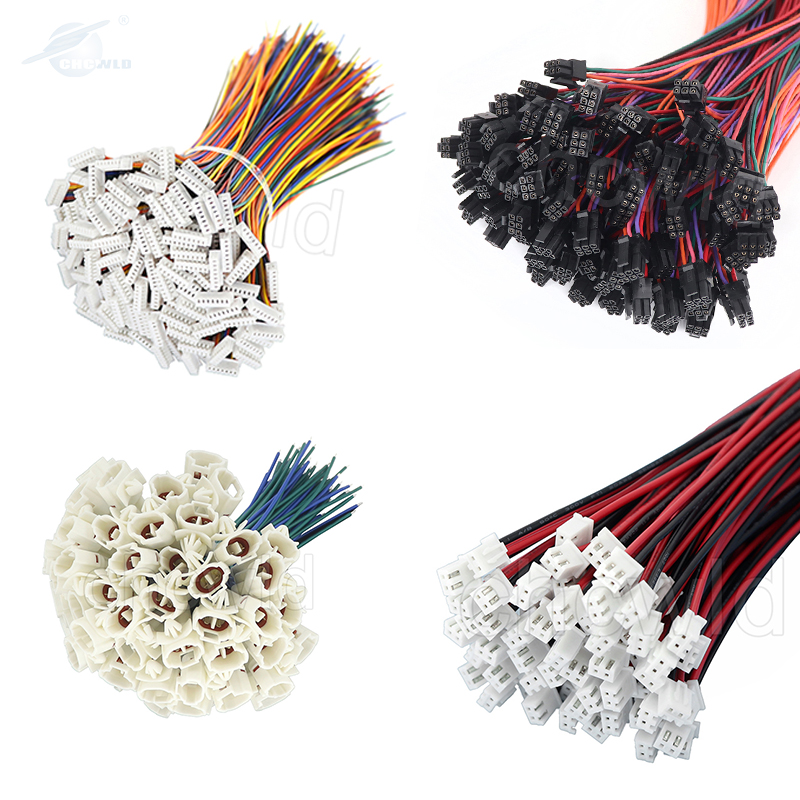
На заводе сборку часто разделяют на участки: резка, маркировка, обжим разъемов. Но самый сложный этап — формирование жгута. Если делать это вручную, получается дольше, зато можно сразу отследить пересечения проводов. Автоматическая укладка хороша для серийных изделий, но для штучного оборудования лучше ручная сборка — меньше вероятность ошибки в routing.
Контроль качества — это не просто 'прозвонить цепи'. Мы всегда делаем тест на растяжение критичных соединений, проверяем усилие обжима контактов динамометрическим ключом. Однажды отказал датчик положения на прессе — оказалось, контакт в разъеме не дожали, всего на 0.3 Н·м меньше нормы.
Термообработка трубок — кажется мелочью, но если передержать в печи, термоусадка теряет эластичность. Для жгутов в моторных отсеках это критично. Приходится постоянно калибровать оборудование, особенно после смены партии материалов.
Схемы в AutoCAD — это только половина дела. Реальная сборка всегда требует корректировок. Например, в проекте free space для изгиба указывают 5 радиусов, а по факту нужно 7. Мы сейчас для сложных жгутов сразу делаем 3D-макеты в SolidWorks, но и это не панацея — без опытного монтажника не обойтись.
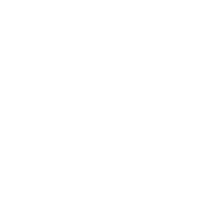
Маркировка проводов — отдельная головная боль. Бирки отваливаются, термотрансферные надписи стираются... Нашли компромисс: лазерная гравировка на изоляции плюс цветовая кодировка. Дороже, зато на проводов сборке нет путаницы, особенно когда в одном жгуте 200+ жил.
Техническое задание должно учитывать не только электрические параметры. Например, для морского оборудования добавляем гальваническую развязку, а для пищевой промышленности — силиконовую изоляцию. Кстати, у ООО Гуанчжоуская научно-техническая компания ?Кучи? в каталоге есть специальные серии для разных отраслей — это удобно, когда нужно быстро подобрать аналог.
Был случай на автомобильном заводе: центральный жгут для сборочного робота выходил из строя каждые 3 месяца. Оказалось, проектировщики не учли цикличность изгибов — 2000 раз в сутки. Пришлось переходить на провод с особой гибкостью, хотя изначально в спецификациях этого требования не было.
Еще пример: при сборке жгута для ветрогенератора столкнулись с электромагнитными помехами. Решение — добавить экранирование и ферритовые кольца, но это увеличило вес на 12%. Пришлось пересчитывать крепления и балансировку.
Сейчас многие переходят на волоконно-оптические линии в жгутах — меньше вес, нет помех. Но для традиционной автоматики пока рано отказываться от меди. Хотя в каталоге https://www.kuqi-tech.ru уже есть гибридные решения, где силовые линии и оптика идут в общей оболочке.
Смотрю на современные жгуты — всё больше бесшовной изоляции, меньше разъемов. Это и хорошо (надежнее), и плохо (сложнее в ремонте). Для сервисных инженеров иногда оставляем технологические разрывы, хотя это противоречит тенденции к миниатюризации.
Материалы становятся умнее — есть самовосстанавливающаяся изоляция, проводники с памятью формы. Но стоимость пока высокая. Думаю, лет через пять это станет стандартом для критичных применений.
Из субъективного: несмотря на digitalization, без опытных монтажников никуда. Помню, как старый мастер на заводе по взгляду определял, где будет точка напряжения — и всегда оказывался прав. Такие нюансы не заложишь в AI, хоть какие нейросети используй.